Acero al carbono, Modo de operar, Plasma o2 / gas protector o – Hypertherm HD4070 Rev.8 Manual del usuario
Página 30: 30 a corte, Métrico
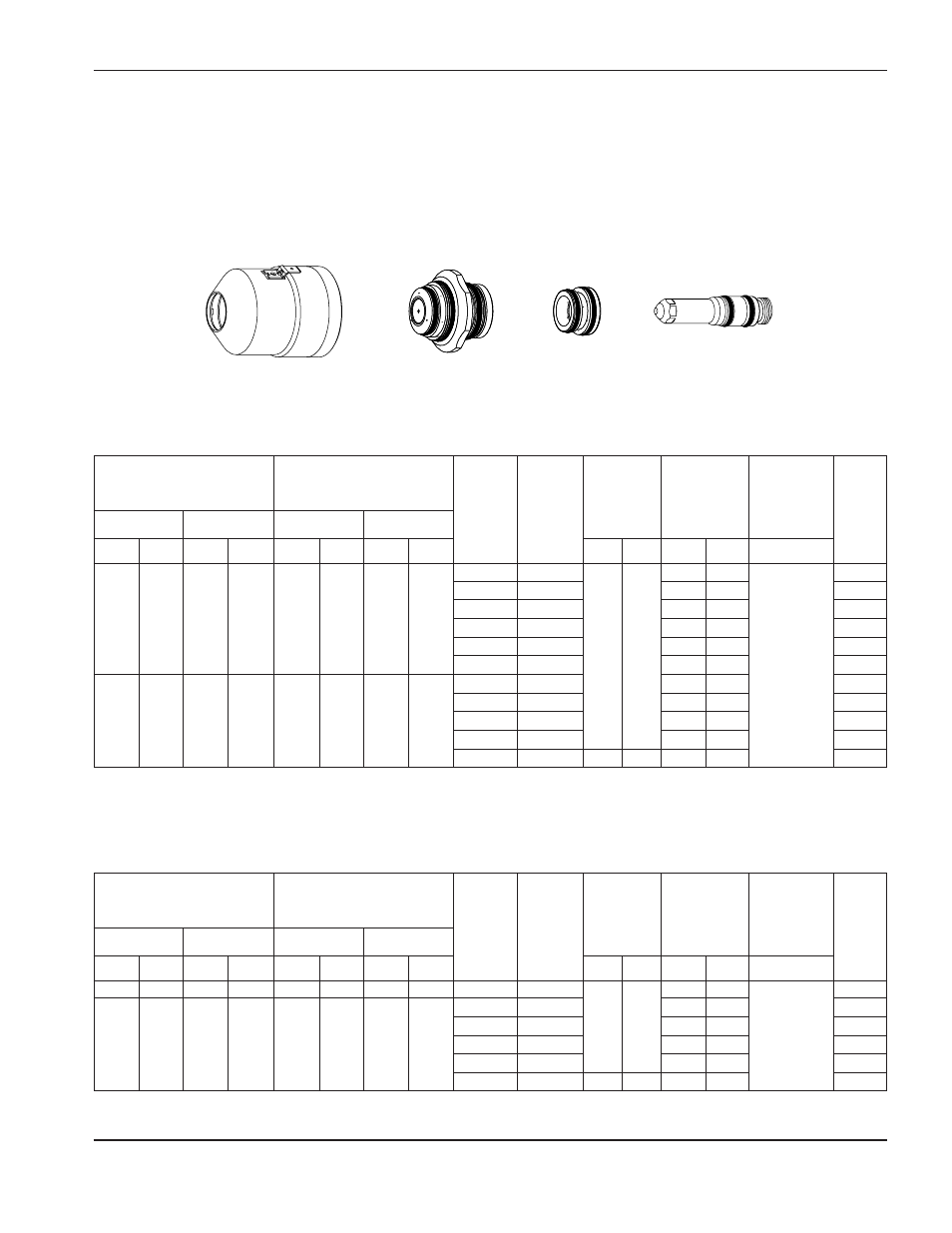
MODO DE OPERAR
5
HD4070
Manual del operador
2-17
Acero al carbono
plasma O2 / gas protector O
2
-N
2
30 A corte
Colores Anillo-O: Negro/Rojo (ver página 2-14)
120907
120678
120677
120676
26/0,018
114
215
5 500
0
24/0,024
114
200
5 100
0
22/0,030
115
170
4 350
0
10
16
10
60
40
0
10
0
20/0,036
116
155
3 950
0
18/0,048
117
0,05
1,25
110
2 800
170
0
16/0,060
119
85
2 150
0,1
14/0,075
120
60
1 500
0,3
12/0,105
122
50
1 200
0,4
10/0,135
123
40
1 000
0,5
10
16
10
60
28
0
10
0
3/16
128
30
800
0,6
1/4
128
0,06
1,5
25
600
0,8
Altura de perforado = Distancia antorcha-trabajo multiplicada por el factor de altura de perforado
Altura de perforado = Distancia antorcha-trabajo multiplicada por el factor de altura de perforado
INGLÉS
Espesor
del metal
(ga./pulg.)
Plasma
N
2
N
2
N
2
N
2
pulg.
mm
ipm
mm/m
%
O
2
O
2
O
2
O
2
Plasma
Aislador
Aislador
Voltaje
de arco
Distancia
antorcha-
pieza
Velocidad
de corte
Factor de
altura de
perforado
Demora
de
perforado
Compruebe la tasa
de preflujo
%
Compruebe la tasa
de flujo de corte
%
10
16
10
60
40
0
10
0
1
117
3 356
140
0
2
120
1 524
60
0,3
3
122
1,25
0,05
1 270
50
170
0,4
10
16
10
60
28
0
10
0
4
124
940
37
0,5
5
128
737
29
0,7
6
128
1,5
0,06
635
25
0,8
MÉTRICO
Espesor
del metal
(mm)
Plasma
N
2
N
2
N
2
N
2
mm
in.
mm/m
ipm
%
O
2
O
2
O
2
O
2
Plasma
Aislador
Aislador
Voltaje
de arco
Distancia
antorcha-
pieza
Velocidad
de corte
Factor de
altura de
perforado
Demora
de
perforado
Compruebe la tasa
de preflujo
%
Compruebe la tasa
de flujo de corte
%