100 amperios, H35 y n, Protección de n – Hypertherm HD3070 Plasma Arc Cutting System w/ Automatic Gas Console Manual del usuario
Página 49
OPERACIÓN
HD3070
(con consola automática de gases) Manual del operador
2-35
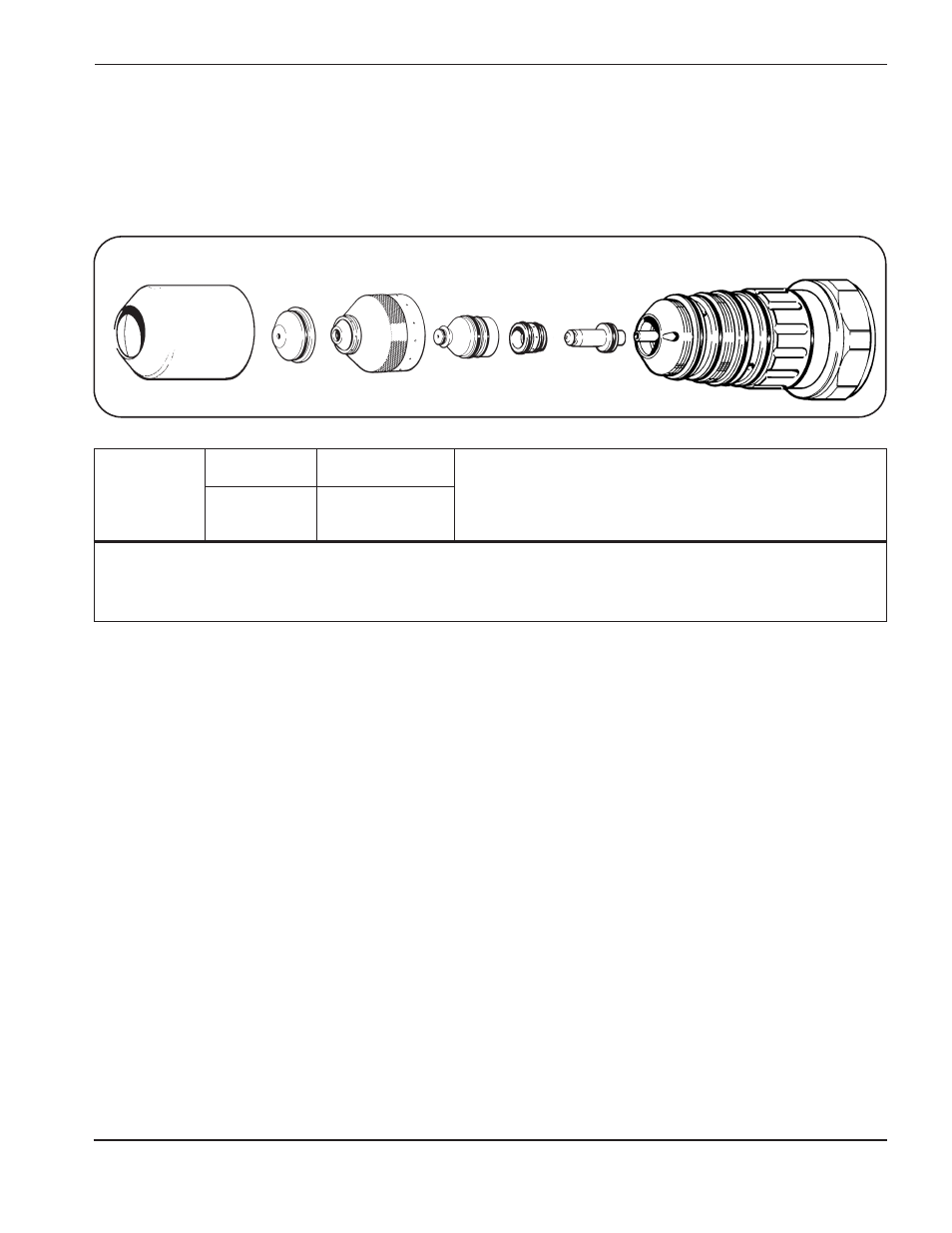
Aislador
120594
Boquilla
120591
Electrodo
120589
Capuchón de retención
120592
Difusor
020590
Antorcha PAC186
120349
Capuchón aislador
020634/020687
12/2/98
Tablas de datos operativos (de corte) antorcha PAC186
Acero inoxidable – Corte de 100 amperios
Plasma de H35 y N
2
/Protección de N
2
Caudales de la
Caudales de la
prueba de preflujo* %
prueba de corte %
Distancia
Altura
Espesor
Preflujo
Protección
Plasma
Voltaje
antorcha-
Velocidad de
inicial de
Demora de
del material
N
2
N
2
N
2
N
2
N
2
H35
del arco
pieza**
desplazamiento
perforación
perforado
(GA) (Pulg)
(mm)
(1)#
(2)#
(3)#
(4)#
(5)#
(6)#
(voltios)
(mm)
(m/min.)
(mm)
(potenc.) (seg)
1⁄4
6,4
45
45
60 60
30
30
134
3,0
1,9
5,1
0
0,1
3⁄8
9,5
30
30
144
3,8
1,6
5,1
0,5
0,2
1⁄2
12,7
50
40
160
6,4
1,1
7,6
1
0,3
Las presiones de entrada del gas de H35 y N
2
deben ser entre 7,2 y 9,2 bar para todos los espesores de material.
# En la figura 2-3 hallará las distintas pantallas visualizadas en la pantalla de cristal líquido.
** La tolerancia de la distancia antorcha-pieza es de ± 0,125 mm. Cuando se usa una THC, la tolerancia es
de ± 1 voltio.
Si la pieza no se separa completamente de la chatarra, trate de modificar la rampa de arranque del corte. Detenga
el corte 1,3 mm. antes del fin de la parte para material de 6,4 y 9,4 mm. y 2,5 mm. para material de 12,7 mm.
La disminución progresiva del la corriente y los gases completarán el corte. Si no puede modificar su programa,
reduzca la velocidad del corte y no use rampa de arranque.
Consumibles contra-antihorarios están disponibles para corte de imagen de espejo.
Si ocurren problemas con el proceso de cortar, y las tasas de flujo no parecen correctas, refiérase a Ia Sección 5
(versión inglés), Mantenimiento, Chequeos de la Contra Presión del Sistema de Gas.