Operación 3-18 duramax retrofit torch – Hypertherm HRTs Manual del usuario
Página 54
OPERACIÓN
3-18
Duramax Retrofit Torch
Manual del operador
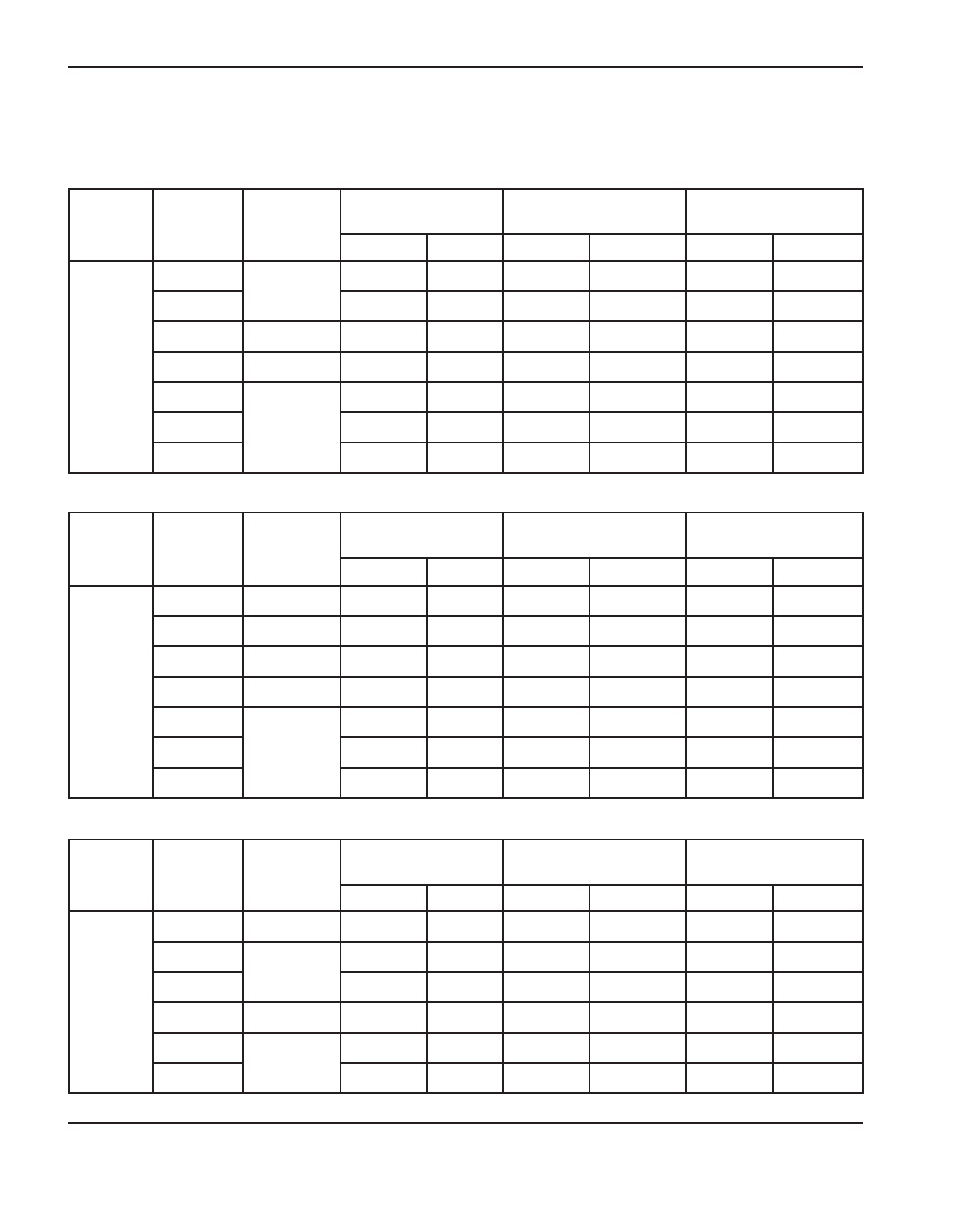
Nota:
En las siguientes tablas de corte, la distancia antorcha-pieza de cualquier corte es 1,5 mm.
Acero al carbono
Corriente
de arco
voltaje de
arco
Retardo de
perforación
Espesor de material
velocidad de corte
recomendada
velocidad de corte
máxima
pulg.
mm
pulg/min
mm/min
pulg/min
mm/min
60
134
0
16 CA
1,5
502
12751
627
15926
134
10 CA
3,4
211
5359
264
6706
138
0,25
1/4
6,4
86
2184
132
3353
141
0,75
3/8
9,5
41
1041
63
1600
141
1,50
1/2
12,7
27
686
42
1067
147
5/8
15,9
20
512
31
787
153
3/4
19,0
14
363
22
559
Acero inoxidable
Corriente
de arco
voltaje de
arco
Retardo de
perforación
Espesor de material
velocidad de corte
recomendada
velocidad de corte
máxima
pulg.
mm
pulg/min
mm/min
pulg/min
mm/min
60
134
0
16 CA
1,5
406
10312
625
15875
136
0,25
10 CA
3,4
159
4039
244
6198
139
0,50
1/4
6,4
72
1829
110
2794
145
0,75
3/8
9,5
34
864
53
1346
146
2,00
1/2
12,7
23
584
35
889
149
5/8
15,9
17
429
26
660
154
3/4
19,0
12
297
18
457
Aluminio
Corriente
de arco
voltaje de
arco
Retardo de
perforación
Espesor de material
velocidad de corte
recomendada
velocidad de corte
máxima
pulg.
mm
pulg/min
mm/min
pulg/min
mm/min
60
135
0
1/16
1,6
433
10995
666
16916
138
0,25
1/8
3,2
260
6604
400
10160
141
1/4
6,4
94
2388
145
3683
146
0,75
3/8
9,5
48
1219
74
1880
149
1,50
1/2
12,7
30
762
51
1295
153
5/8
15,9
21
545
33
838