Operación 3-6 duramax retrofit torch – Hypertherm HRTs Manual del usuario
Página 42
OPERACIÓN
3-6
Duramax Retrofit Torch
Manual del operador
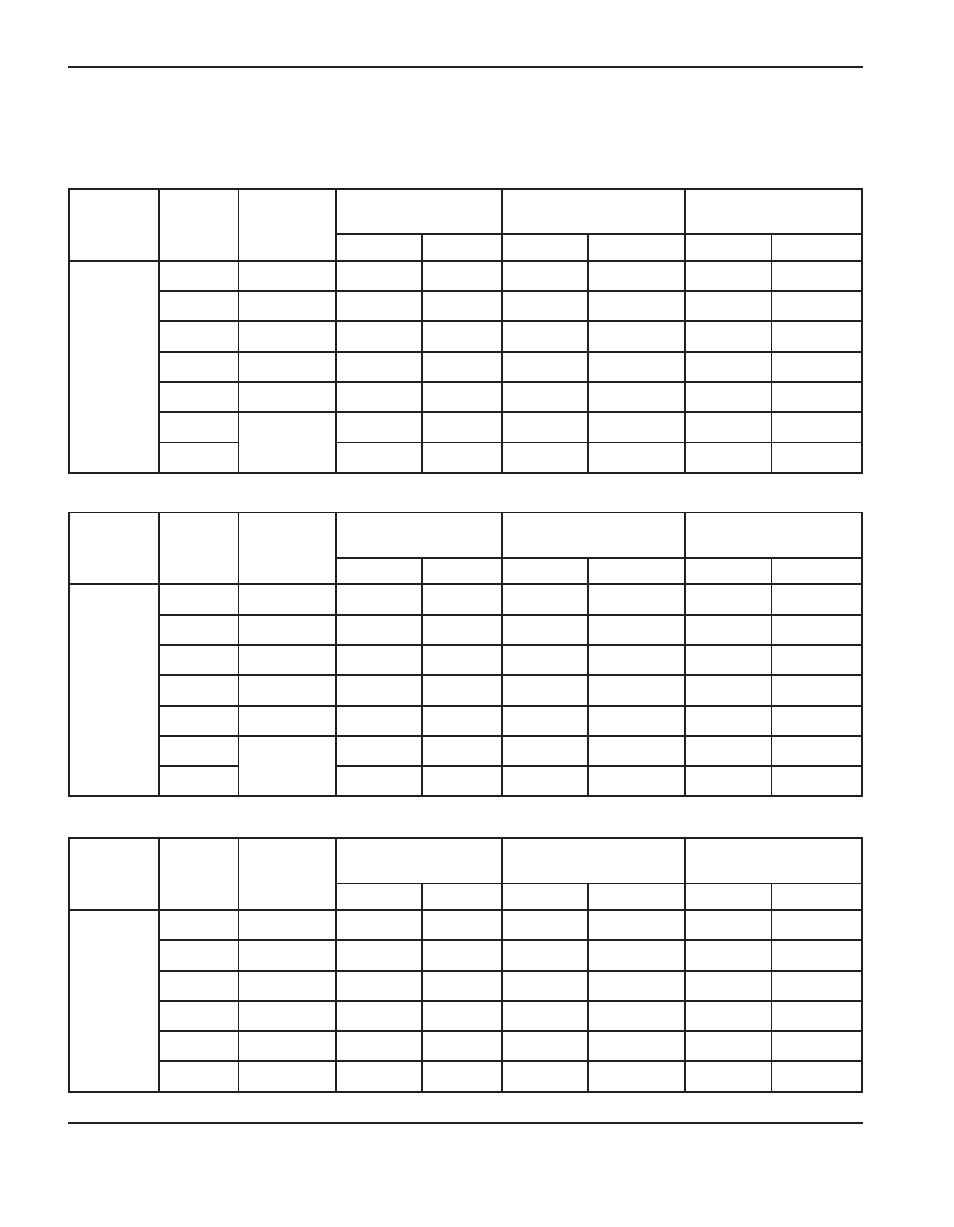
Nota:
En las siguientes tablas de corte, la distancia antorcha-pieza de cualquier corte es 3,2 mm.
Acero al carbono
Corriente
de arco
voltaje
de arco
Retardo de
perforación
Espesor de material
velocidad de corte
recomendada
velocidad de corte
máxima
pulg.
mm
pulg/min
mm/min
pulg/min
mm/min
100
153
0,5
1/4
6,4
135
3429
208
5283
155
0,5
3/8
9,5
77
1955
119
3022
159
1,0
1/2
12,7
57
1447
88
2235
160
1,0
5/8
15,9
40
1016
61
1549
161
1,5
3/4
19,0
26
660
47
1193
163
NA
1
25,4
18
457
28
711
167
1 1/4
31,8
12
305
19
482
Acero inoxidable
Corriente
de arco
voltaje
de arco
Retardo de
perforación
Espesor de material
velocidad de corte
recomendada
velocidad de corte
máxima
pulg.
mm
pulg/min
mm/min
pulg/min
mm/min
100
154
0,5
1/4
6,4
150
3810
231
5867
156
0,5
3/8
9,5
79
2006
122
3099
161
1,0
1/2
12,7
52
1320
79
2006
162
1,0
5/8
15,9
34
863
52
1320
164
1,5
3/4
19,0
25
635
39
990
166
NA
1
25,4
15
381
23
584
169
1 1/4
31,8
9
228
14
355
Aluminio
Corriente
de arco
voltaje
de arco
Retardo de
perforación
Espesor de material
velocidad de corte
recomendada
velocidad de corte
máxima
pulg.
mm
pulg/min
mm/min
pulg/min
mm/min
100
154
0,5
1/4
6,4
164
4165
253
6426
157
0,5
3/8
9,5
92
2336
142
3606
160
1,0
1/2
12,7
70
1778
108
2743
161
1,0
5/8
15,9
50
1270
77
1955
162
1,5
3/4
19,0
33
838
57
1447
165
NA
1
25,4
21
533
33
838