Operación 3-12 duramax retrofit torch – Hypertherm HRTs Manual del usuario
Página 48
OPERACIÓN
3-12
Duramax Retrofit Torch
Manual del operador
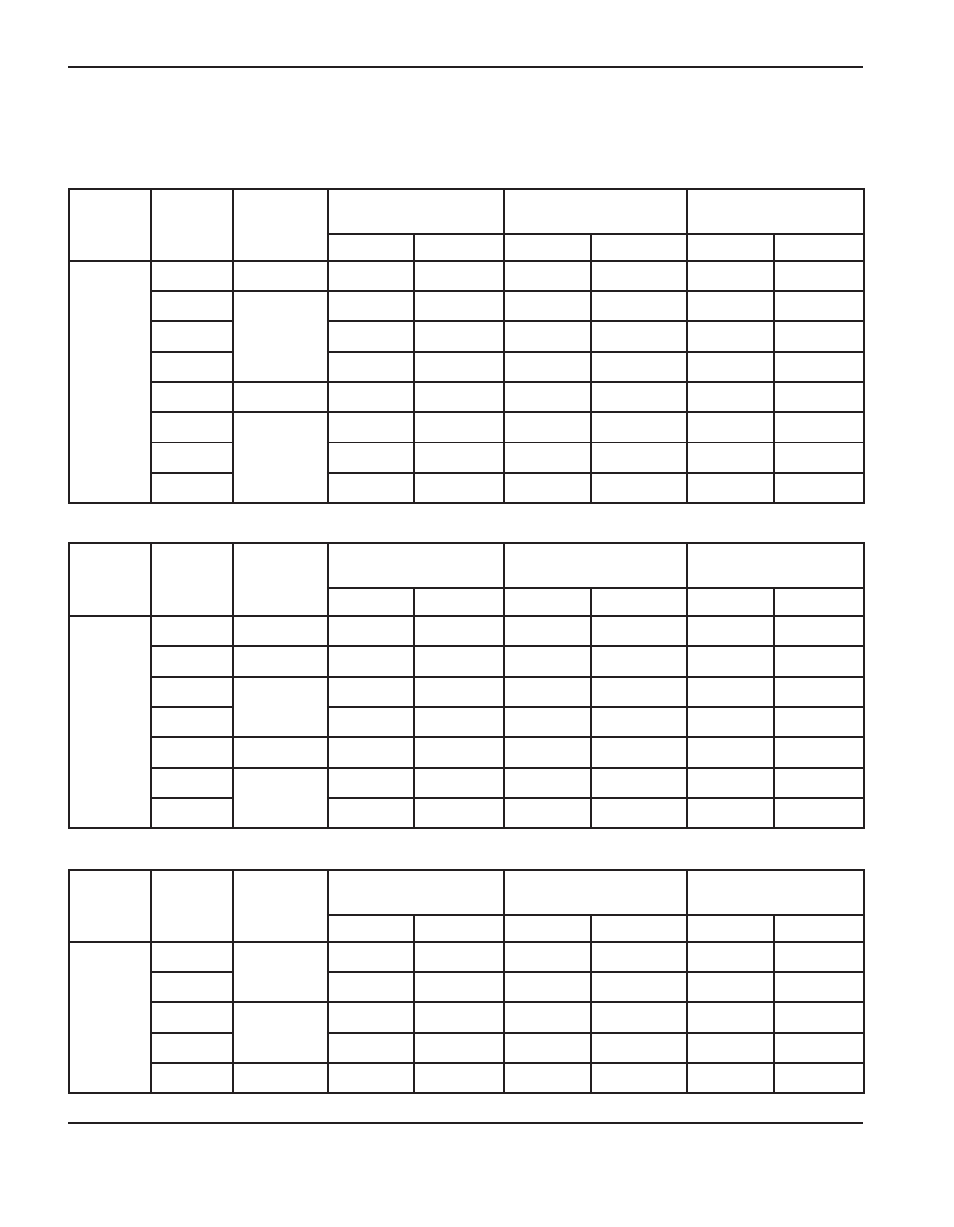
Nota:
En las siguientes tablas de corte, la distancia antorcha-pieza de cualquier corte es
1,5 mm.
Acero al carbono
Corriente
de arco
voltaje de
arco
Retardo de
perforación
Espesor de material
velocidad de corte
recomendada
velocidad de corte
máxima
pulg.
mm
pulg/min
mm/min
pulg/min
mm/min
80
132
0,25
3/16
4,8
140
3556
216
5486
134
0,50
1/4
6,4
105
2667
161
4089
137
3/8
9,5
61
1549
94
2388
140
1/2
12,7
39
991
60
1524
145
1.0
5/8
15,9
26
660
40
1016
148
N/A
3/4
19,0
20
508
31
787
150
7/8
22,2
15
381
23
584
156
1
25,4
10
254
16
406
Acero inoxidable
Corriente
de arco
voltaje de
arco
Retardo de
perforación
Espesor de material
velocidad de corte
recomendada
velocidad de corte
máxima
pulg.
mm
pulg/min
mm/min
pulg/min
mm/min
80
134
0,25
3/16
4,8
140
3556
216
5486
136
0,50
1/4
6,4
103
2616
158
4013
139
0,75
3/8
9,5
54
1372
83
2108
142
1/2
12,7
33
838
50
1270
145
1.0
5/8
15,9
22
559
34
864
150
N/A
3/4
19,0
16
406
24
610
153
1
25,4
9
229
14
356
Aluminio
Corriente
de arco
voltaje de
arco
Retardo de
perforación
Espesor de material
velocidad de corte
recomendada
velocidad de corte
máxima
pulg.
mm
pulg/min
mm/min
pulg/min
mm/min
80
134
0,25
1/8
3,2
295
7493
454
11532
139
1/4
6,4
114
2896
176
4470
143
0,75
3/8
9,5
60
1524
121
3073
146
1/2
12,7
37
940
75
1905
154
N/A
3/4
19,0
19
483
37
940