Chequee el movimiento axial del eje figura 2, 3 equipment checks – Flowserve SLC Series Manual del usuario
Página 3
3
2 Preparación del Equipo para La Instalación del Sello Mecánico
2.1 Siga las normas de seguridad vigentes dentro de la Compañía en cuanto al desmon-
taje del equipo.
•
Trancar y trabar el motor/turbina y válvulas.
•
Utilizar equipos de seguridad para protección personal.
•
Despresurizar el sistema.
•
Consultar la planilla de medidas de seguridad MSDS en lo referente a las
regulaciones para la toxicidad de los materiales procesados por el equipo.
•
Ventee y drene el equipo antes de ejecutar cualquier operación dentro de la
planta o antes de enviarlo a una facilidad de mantenimiento.
2.2 Desmonte y limpie todo el equipo para permitir acceso a la instalación del sello.
2.3 Cuando se convierte de una caja de estopero a una cámara de sellado, puede que
se necesiten reemplazar piezas en el equipo como lo son: las cubiertas para las
cajas estrechas, la recubierta y los impulsores de alta eficiencia. Estas piezas deben
de ser diseñadas para el uso especifico de sellos mecánicos.
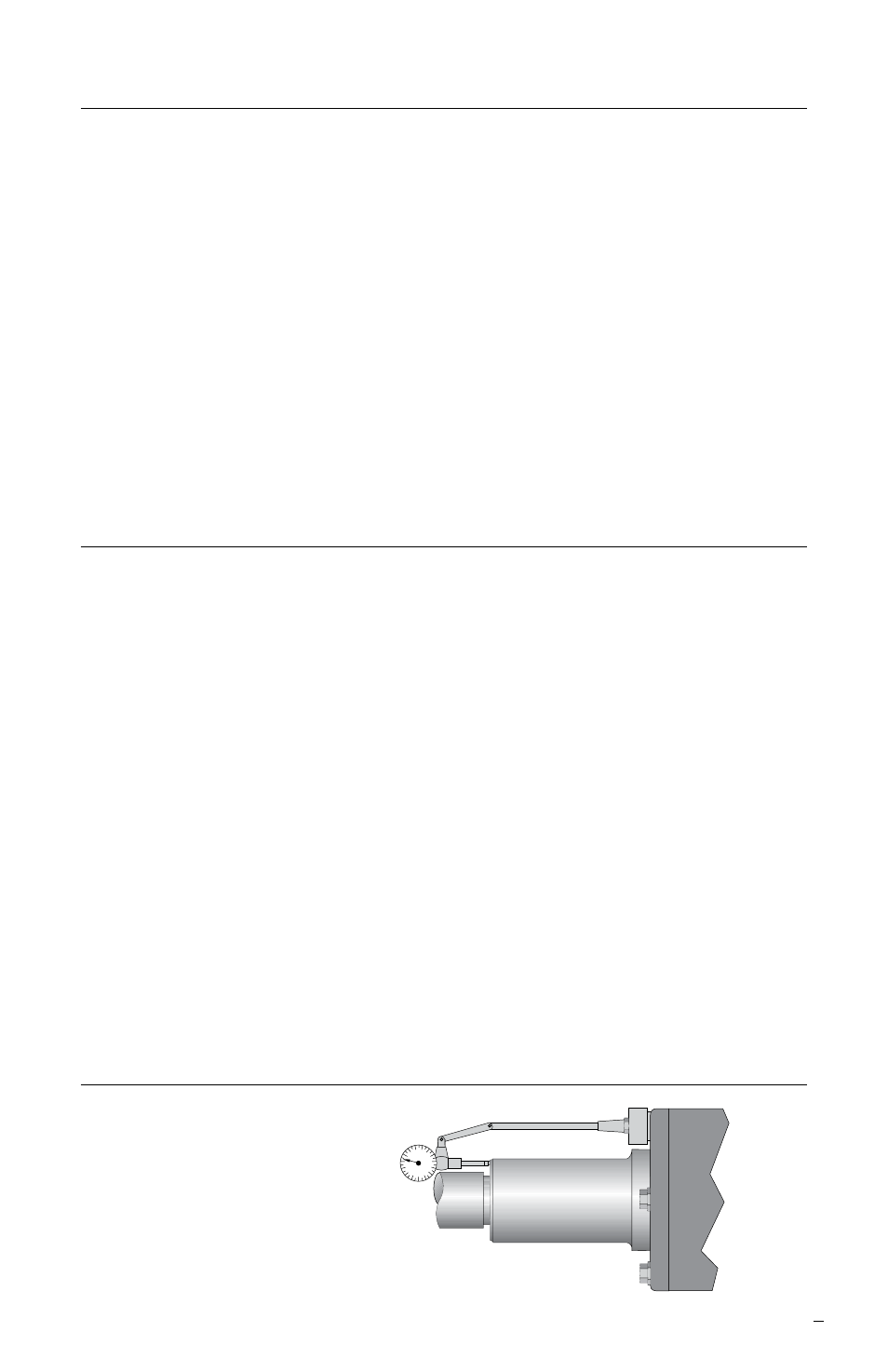
Chequee el Movimiento Axial del Eje Figura 2
0.38 mm (0.015”) TIR (FIM) Máximo
Movimiento Axial Aceptado
3 Equipment Checks
3.2 Los asientos de los rodamientos/cojinetes no deben de estar desgastados, y deben
de examinarse en detalle por si existe algún deterioro anormal.
3.3 Asegure que todos los lugares de acople en el pedestal y en el adaptador de la
bomba estén limpios y libres de rebabas.
3.4 Asegure que el ensamblaje de los rodamientos/cojinetes este centrado y en cuad-
rante con el pedestal de la bomba y fuertemente sujetado.
3.5 Limpie en el eje o en la camisa/manga cualquier aceite, oxido o suciedad. Remueva
cualquier rebaba proveniente de las ranuras, roscas o cuñas del eje o de la camisa/
manga del eje.
3.6 Reemplace el eje o la camisa/manga si muestran desgaste. Asegure de que el eje o
que la camisa/manga tengan 1.57 mm (0.062”) x 30 grados en la punta principal de
manera de que podamos evitar daños a los O-rings durante la instalación.
3.7 El juego axial en la punta del eje debe de fijarse con las especificaciones del fabri-
cante. Como guia 0,05mm por pulgada del diametro del eje a un maximo de 0.40mm
0.016” FIM (Ver Figura 2). La añadidura de laminas para calzar o los ajustes a
maquina a la cubierta externa de los rodamientos/cojinetes puede ser requerida
para evitar empuje en el extremo.