Pág. 53 – HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles Manual del usuario
Página 53
HEIDENHAIN iTNC 530
53
3.1 Medición aut
o
mática de la
posición inclinada de la pieza
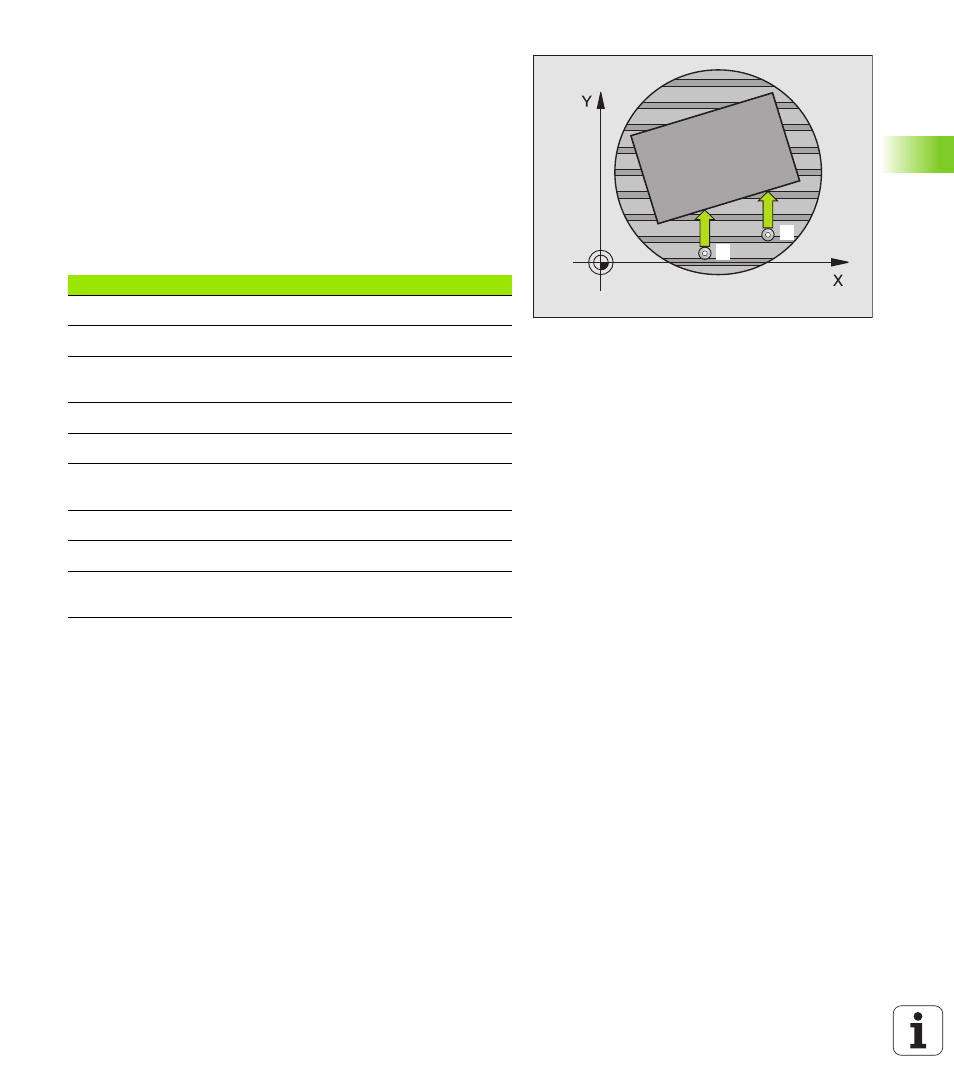
GIRO BASICO compensar mediante un eje
giratorio (ciclo de palpación 403, DIN/ISO: G403)
El ciclo de palpación 403 calcula la posición inclinada de la pieza,
mediante la medición de dos puntos que deben encontrarse sobre una
recta. El TNC compensa la posición inclinada de la pieza que se ha
calculado, mediante el giro del eje A, B o C. Para ello, la pieza puede
estar fijada a la mesa giratoria de cualquier forma.
Las combinaciones de ejes de medición (parámetro de ciclo Q272) y
ejes de compensación (parámetro de ciclo Q312) enumeradas a
continuación están permitidas. Función inclinación de planos de
mecanizado:
1
El TNC posiciona el palpador en avance rápido (valor de MP6150 o
bien MP6361) y según la lógica de posicionamiento (véase
"Ejecución de los ciclos de palpación" en pág. 22) hacia el punto de
palpación programado
1
. Para ello, el TNC desplaza el palpador
según la distancia de seguridad en la dirección de desplazamiento
opuesta a la determinada
2
A continuación el palpador se desplaza a la altura de la medición
programada y ejecuta el primer proceso de palpación con avance
de palpación (MP6120 o bien MP6360)
3
A continuación el palpador se desplaza al siguiente punto de
palpación
2
y ejecuta el segundo proceso de palpación
Eje activo TS
Eje de medición
Eje de compensación
Z
X (Q272=1)
C (Q312=6)
Z
Y (Q272=2)
C (Q312=6)
Z
Z (Q272=3)
B (Q312=5) ó A
(Q312=4)
Y
Z (Q272=1)
B (Q312=5)
Y
X (Q272=2)
C (Q312=5)
Y
Y (Q272=3)
C (Q312=6) ó A
(Q312=4)
X
Y (Q272=1)
A (Q312=4)
X
Z (Q272=2)
A (Q312=4)
X
X (Q272=3)
B (Q312=5) ó C
(Q312=6)
11
2