2 ciclos disponibles, Resumen, Diferencias entre los ciclos 31 a 33 y 481 a 483 – HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles Manual del usuario
Página 144
144
4 Ciclos de palpación para la medición automática de herramientas
4.2 Ciclos disponibles
4.2 Ciclos disponibles
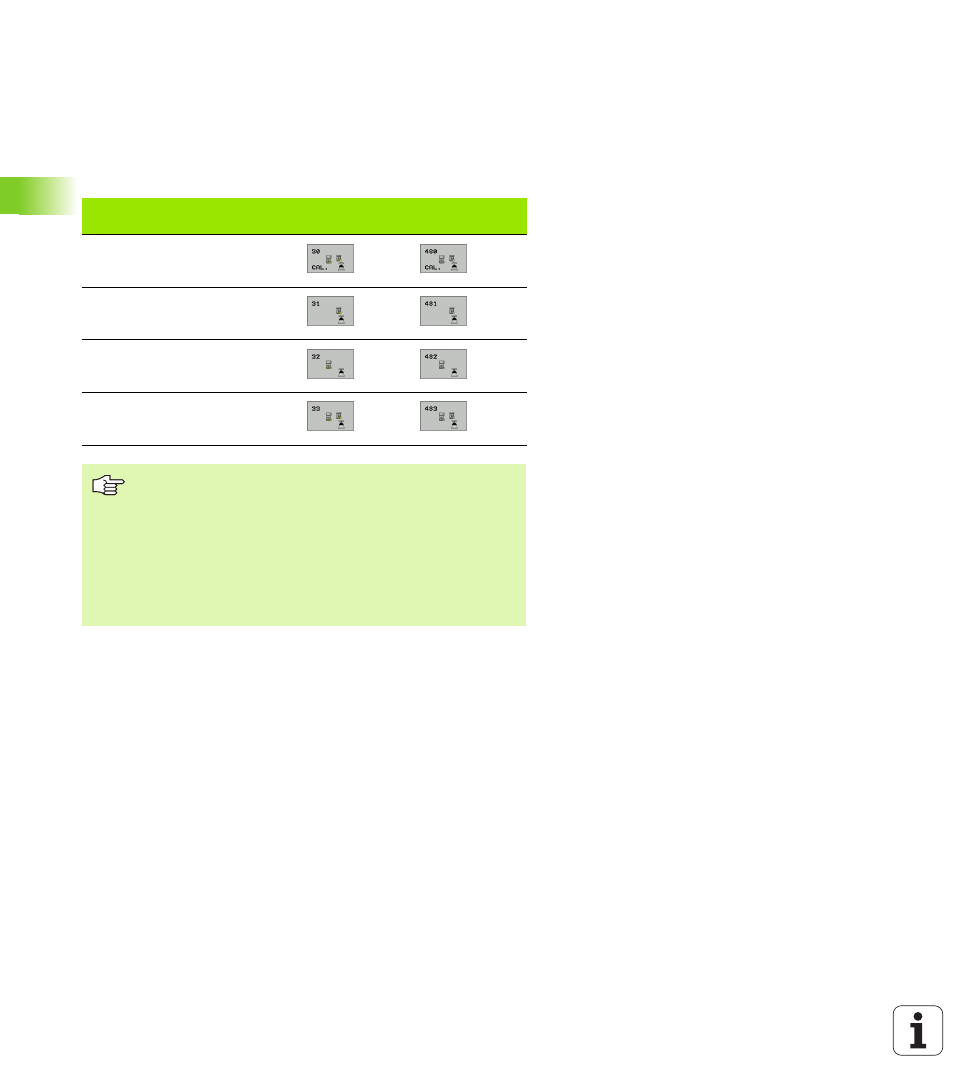
Resumen
Los ciclos para la medición de herramientas se programan en el modo
de funcionamiento Memorizar/editar programa, mediante la tecla
TOUCH PROBE. Se dispone de los ciclos siguientes:
Diferencias entre los ciclos 31 a 33 y 481 a 483
El alcance de la función es absolutamente idéntico a la ejecución del
ciclo. Entre los ciclos 31 a 33 y 481 a 483 existen sólo las dos
diferencias siguientes:
Los ciclos 481 y 483 también están disponibles con el nombre G481
a G483 en el DIN/ISO
En lugar de emplear un parámetro elegido libremente para el estado
de medición, los nuevos ciclos emplean el parámetro fijo Q199
Ciclo
Formato
antiguo
Formato
nuevo
Calibrar TT
Medir longitud de herramienta
Medir radio de herramienta
Medir longitud y radio de
herramienta
Los ciclos de medición trabajan sólo en la memoria de
herramienta central activa TOOL T.
Antes de trabajar con los ciclos de medición, es necesario
introducir en la memoria central de la herramienta los
datos requeridos para la medición y llamar la herramienta
de medición con TOOL CALL.
Es posible medir herramientas también en plano de
mecanizado inclinado.