HEIDENHAIN iTNC 530 (340 422) Manual del usuario
Página 332
332
8 Programación: Ciclos
8.4 Ciclos par
a
el fr
esado de cajer
a
s, islas y r
a
nur
as
8
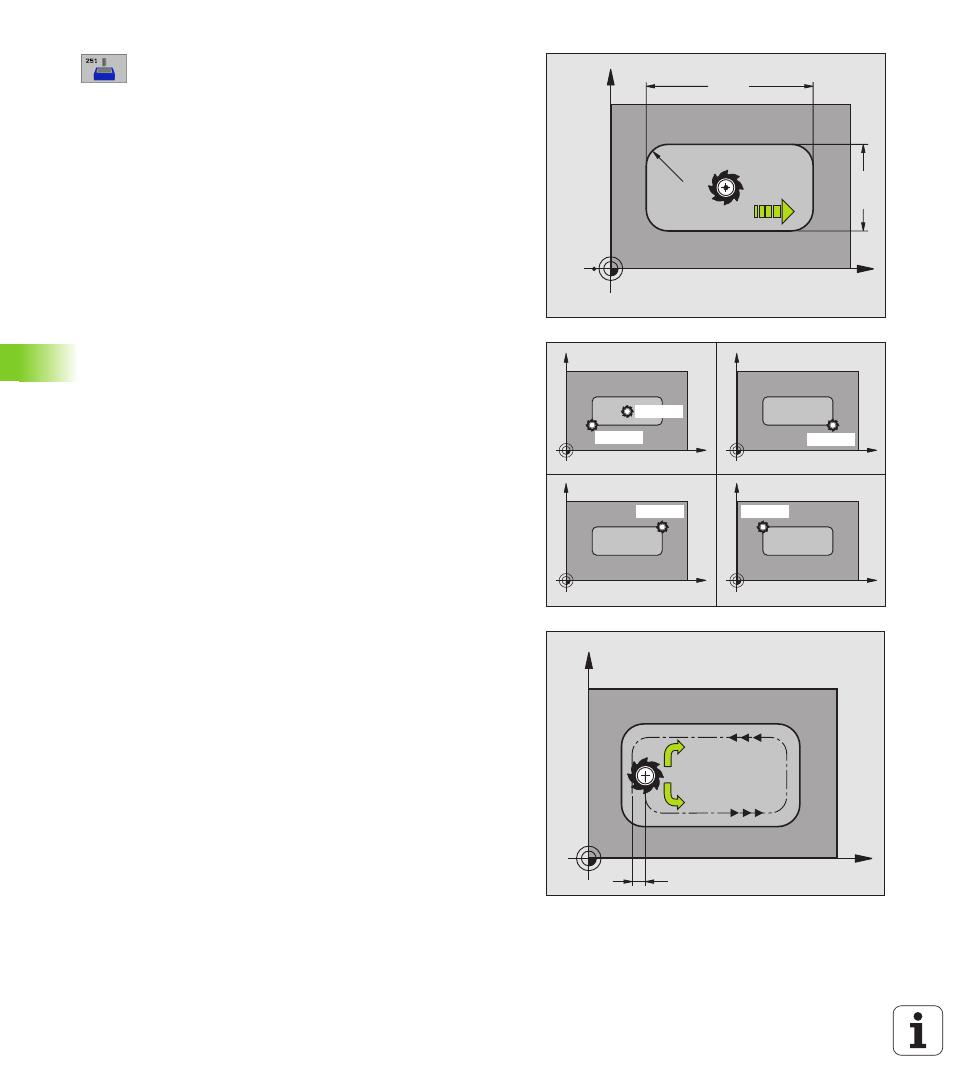
Tipo de mecanizado (0/1/2)
Q215: Determinar el
tipo de mecanizado:
0: Desbaste y acabado
1: Sólo desbaste
2: Sólo acabado
La cara y la profundidad de acabado sólo se llevan a
cabo, si se define la sobremedida del acabado
correspondiente (Q368, Q369)
8
Longitud lado 1
Q218 (valor incremental): Longitud
de la cajera, paralela al eje principal del plano de
mecanizado
8
Longitud lado 2
Q219 (valor incremental): Longitud
de la cajera, paralela al eje transversal del plano de
mecanizado
8
Radio de la esquina
Q220: Radio de la esquina de la
cajera. Si no se indica nada, el TNC programa el radio
de la esquina igual al radio de la hta.
8
Sobremedida del acabado lateral
Q368 (valor
incremental): Sobremedida de acabado en el plano de
mecanizado.
8
Angulo de giro
Q224 (valor absoluto): Angulo sobre el
que gira toda la cajera. El centro del giro está en la
posición en la que esté la herramienta en el momento
de llamar al ciclo
8
Posición de la cajera
Q367: Posición de la cajera
referida a la posición de la herramienta en la llamada
del ciclo (véase imagen central derecha)
0: Posición de la herramienta = Centro de la cajera
1: Posición de la herramienta = Esquina inferior
izquierda
2: Posición de la herramienta = Esquina inferior
derecha
3: Posición de la herramienta = Esquina superior
derecha
4: Posición de la herramienta = Esquina superior
izquierda
8
Avance de fresado
Q207: Velocidad de
desplazamiento de la hta. en el fresado en mm/min
8
Tipo de fresado
Q351: Forma de fresado con M03:
+1 = Fresado sincronizado
–1 = Fresado a contramarcha
X
Y
Q219
Q218
Q207
Q220
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3
Q367=4
X
Y
k
Q351=+1
Q351=1