Empleo – HEIDENHAIN iTNC 530 (340 422) Manual del usuario
Página 137
HEIDENHAIN iTNC 530
137
4.14 F
uncionamient
o
del palet par
a
mecanizado con her
ramienta or
ientada
4.14 Funcionamiento del palet para
mecanizado con herramienta
orientada
Empleo
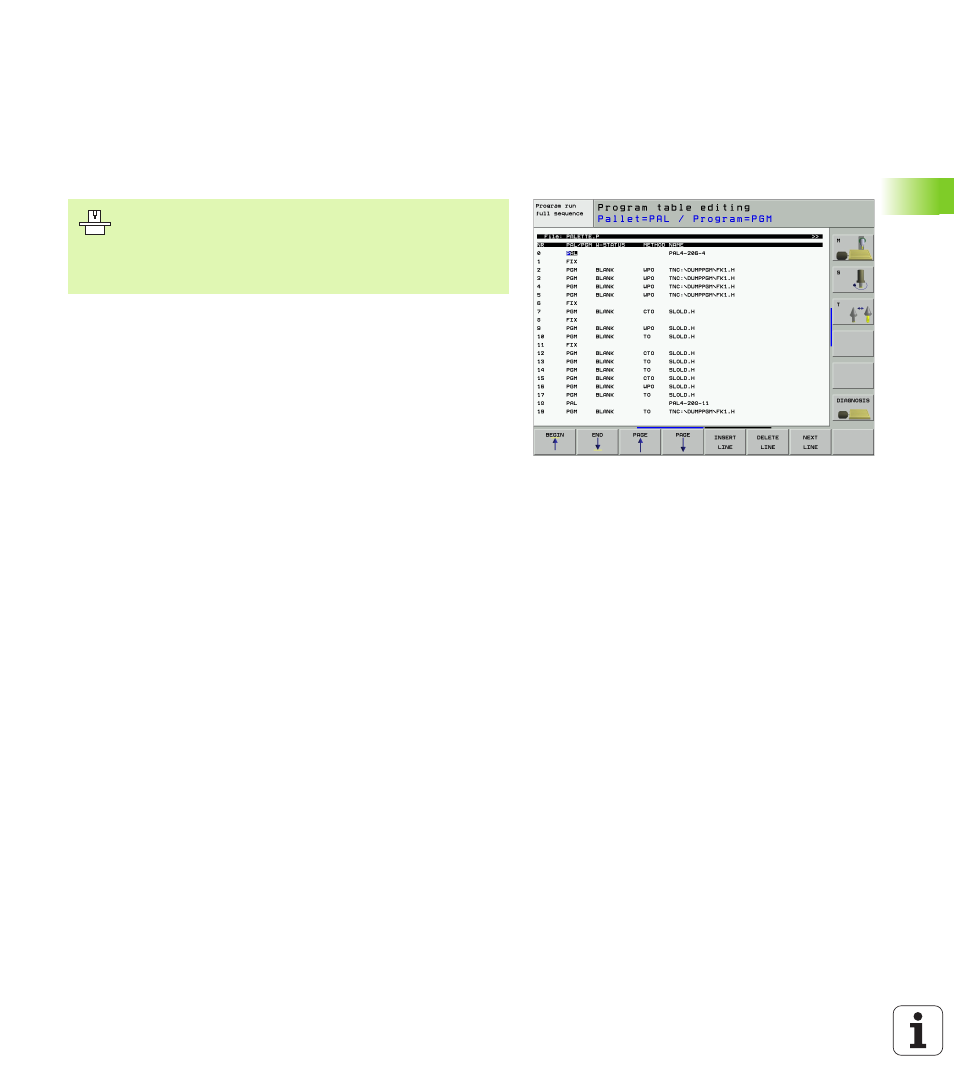
Las tablas de palets se emplean en centros de mecanizado con
cambiador de palets: La tabla de palets llama a los programas de
mecanizado correspondientes a los diferentes palets y activa
desplazamientos del punto cero o bien las tablas de puntos cero.
También se pueden utilizar las tablas de palets para ejecutar
sucesivamente diferentes programas con diferentes puntos de
referencia.
Las tablas de palets contienen las siguientes indicaciones:
PAL/PGM
(Entrada obligatoriamente necesaria):
La entrada PAL determina el reconocimiento para un palet, con FIX
se identifica un nivel de sujeción y con PGM se introduce una pieza
ESTADO W
:
Estado actual del mecanizado. Mediante el estado del mecanizado
se determina el proceso del mecanizado. Introducir BLANK para la
pieza no mecanizada. El TNC modifica este registro en el
mecanizado a INCOMPLETA y tras el mecanizado completo a FIND.
Con la entrada EMPTY se identifica un lugar, en el que la pieza se
sujeta o en el que no se realiza ningún mecanizado
METODO
(Entrada obligatoriamente necesaria):
Indicación de cual es el método según el cual se realiza la
optimización del programa. Con WPO se realiza el mecanizado
orientado a la pieza. Con TO se realiza el mecanizado parcial
orientado a la pieza. Para relacionar las siguientes piezas al
mecanizado orientado a la pieza se debe utilizar el registro CTO
(continued tool oriented). El mecanizado con herramienta orientada
también es posible cuando se sujeta la pieza en un palet, sin
embargo no cuando existen varios palets.
NOMBRE
(dato imprescindible):
Nombre del palet o del programa. El constructor de la máquina
determina los nombres de los palets (véase manual de la máquina).
Los programas deben estar memorizados en el mismo directorio
que la tabla de palets, ya que de lo contrario debe indicarse el
camino de búsqueda completo del programa
PRESET
(dato no imprescindible):
Número de preset de la tabla de presets. El número de preset aqui
definido es interpretado por el TNC bien como punto de referencia
de palets (Registro PAL en columna PAL/PGM) o como punto de
referencia de la pieza (Registro PGM en línea PAL/PGM)
La gestión de palets en los mecanizados con la
herramienta orientada, es una función que depende de la
máquina. A continuación se describen las funciones
standard. Rogamos consulten también el manual de su
máquina.