HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Manual del usuario
Página 50
38
3 Ciclos de palpación para la verificación automática de htas.
3.1 Medición aut
o
mática de la po
sición inclinada de la pieza
Ajuste de la posición inclinada de la pieza
mediante el eje C (ciclo de palpación 405,
DIN/ISO: G405, sólo disponible a partir del
software NC 280 474-xx)
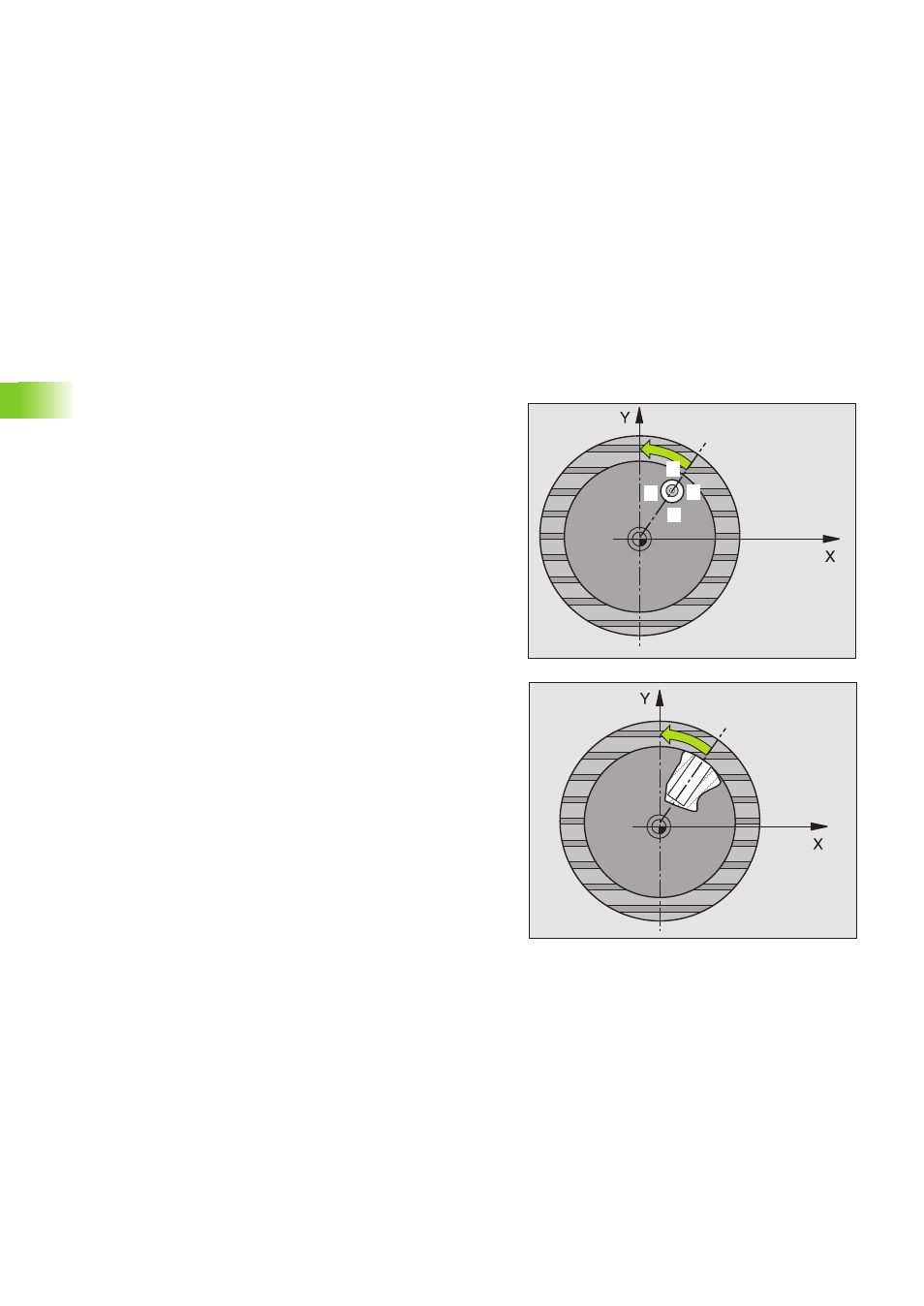
Con el ciclo de palpación 405 se calcula
el desvío angular entre el eje Y positivo del sistema de coordenadas
activo y la línea central de un taladro o
el desvío angular entre la posición nominal y la posición real del
punto central de un taladro
El TNC compensa la desviación angular calculada, girando el eje C.
Para ello la pieza puede estar fijada a la mesa giratoria de cualquier
forma, sin embargo la coordenada Y del taladro debe ser positiva.
Cuando se mide la desviación angular del taladro con el eje de palpa-
ción Y (posición horizontal del taladro), puede ser necesario tener que
realizar varias veces el ciclo, ya que debido a la estrategia de medición
puede producirse una imprecisión de la inclinación del 1%.
1
El TNC posiciona el palpador en marcha rápida (valor de MP6150 ó
MP6361) y con la lógica de posicionamiento (véase „Ejecución de
los ciclos de palpación” en página 7) al punto de palpación pro-
gramado
1
. El TNC calcula los puntos de palpación según las indi-
caciones en el ciclo y la distancia de seguridad indicada en MP6140
2
A continuación el palpador se desplaza a la altura de la medición
programada y ejecuta el primer proceso de palpación con avance
de palpación (MP6120 ó MP6360). El TNC determina automática-
mente la dirección de palpación en relación al ángulo inicial pro-
gramado
3
A continuación el palpador se desplaza de forma circular a la altura
de medición o a la altura de seguridad, hacia el punto de palpación
2
y allí realiza la segunda palpación
4
El TNC posiciona el palpador al punto de palpación
3
y después al
punto de palpación
4
y allí realiza el tercer o cuarto proceso de pal-
pación y posiciona el palpador sobre el centro del taladro calculado
5
Para finalizar el TNC posiciona el palpador de nuevo a la altura de
seguridad y posiciona la pieza mediante el giro de la mesa giratoria,
Para ello el TNC gira la mesa giratoria de forma que el centro del
taladro después de la compensación - tanto en el eje de palpación
vertical como en el horizontal - se encuentre en la dirección del eje
Y positivo, o sobre la posición nominal del centro del taladro. La
desviación angular medida también está disponible en el paráme-
tro Q150.
111
2
3
4