Acabado en profundidad (ciclo 23), Èv ¢t, 5 ciclos sl – HEIDENHAIN TNC 320 (340 551-01) Manual del usuario
Página 264
264
8 Programación: Ciclos
8.5 Ciclos SL
8
Número de hta. para el desbaste previo
Q18:
Número de la hta. con la cual se ha realizado el
desbaste previo. Si no se ha realizado el desbaste
previo, se programa "0"; si se programa un número, el
TNC sólo desbasta la parte que no se ha podido
mecanizar con la hta. de desbaste previo.
En caso de que la zona de desbaste no se pueda
alcanzar lateralmente, el TNC penetra con Q19
definido; para ello se debe definir la tabla de
herramientas TOOL.T,
^F"haFm":zÈVnG la longitud de la cuchilla LCUTS
y el ángulo máximo de penetración ÁNGULO de la
herramienta. Si es preciso, el TNC emite un aviso de
error
8
Avance pendular
Q19: Avance oscilante en mm/min
8
Avance de retroceso
Q208: Velocidad de
desplazamiento de la hta. al retirarse tras el
mecanizado en mm/min. Cuando se introduce
Q208=0 el TNC retira la hta. con el avance Q12
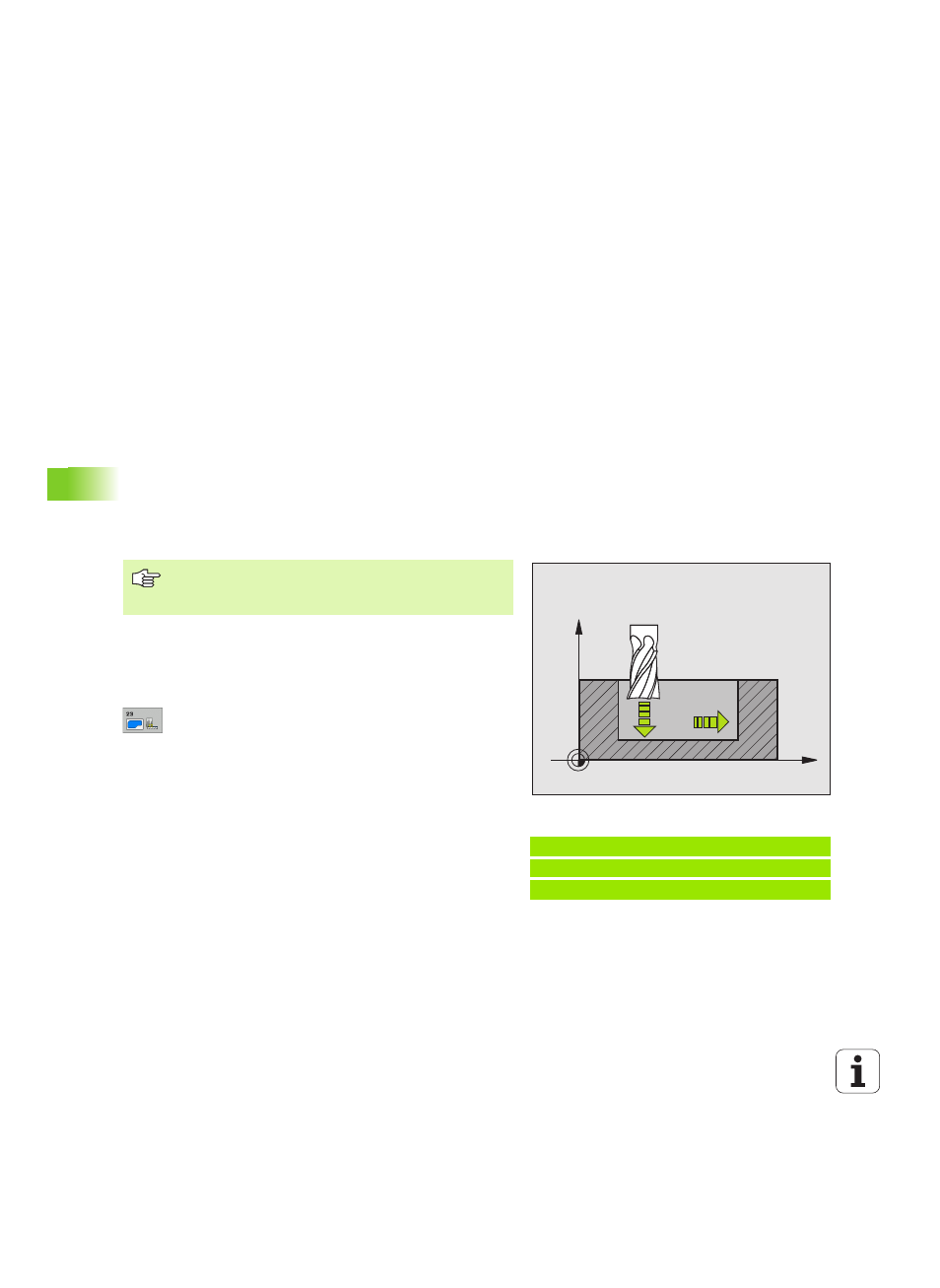
ACABADO EN PROFUNDIDAD (ciclo 23)
El TNC desplaza la hta. de forma suave (círculo tangente vertical) sobre
la primera superficie a mecanizar, siempre que se disponga de
suficiente espacio. En caso de espacios estrechos, el TNC profundiza
la herramienta de manera perpendicular. A continuación se fresa la
distancia de acabado que ha quedado del desbaste.
8
Avance al profundizar
Q11: Velocidad de
desplazamiento de la hta. en la profundización
8
Avance para desbaste
Q12: Avance de fresado
Ejemplo: Frases NC
60 CYCL DEF 23 ACABADO EN PROFUNDIDAD
Q11=100
;AVANCE AL PROFUNDIZAR
Q12=350
;AVANCE DE DESBASTE
X
Z
Q11
Q12
El TNC calcula automáticamente el punto inicial para el
acabado. El punto inicial depende de las dimensiones de la
cajera.