Programar la primera pieza 1.3 – HEIDENHAIN TNC 640 (34059x-05) Manual del usuario
Página 59
Programar la primera pieza
1.3
1
TNC 640 | Modo de empleo Diálogo en lenguaje conversacional HEIDENHAIN | 4/2015
59
Introducir Avance libre de la herramienta: Pulsar
la tecla de eje naranja
Z, e introducir el valor para
la posición a acceder, p. ej., 250. Confirmar con la
tecla
ENT
Corrección del radio.: RL/RR/sin correcc.?
confirmar con la tecla
ENT: Corrección de radio sin
activar
Avance F=? confirmar con la tecla ENT: desplazar
en marcha rápida (
FMAX)
¿Función auxiliar M? Introducir M2 para el fin
del programa, confirmar con la tecla
END: el TNC
guarda la frase de desplazamiento introducida
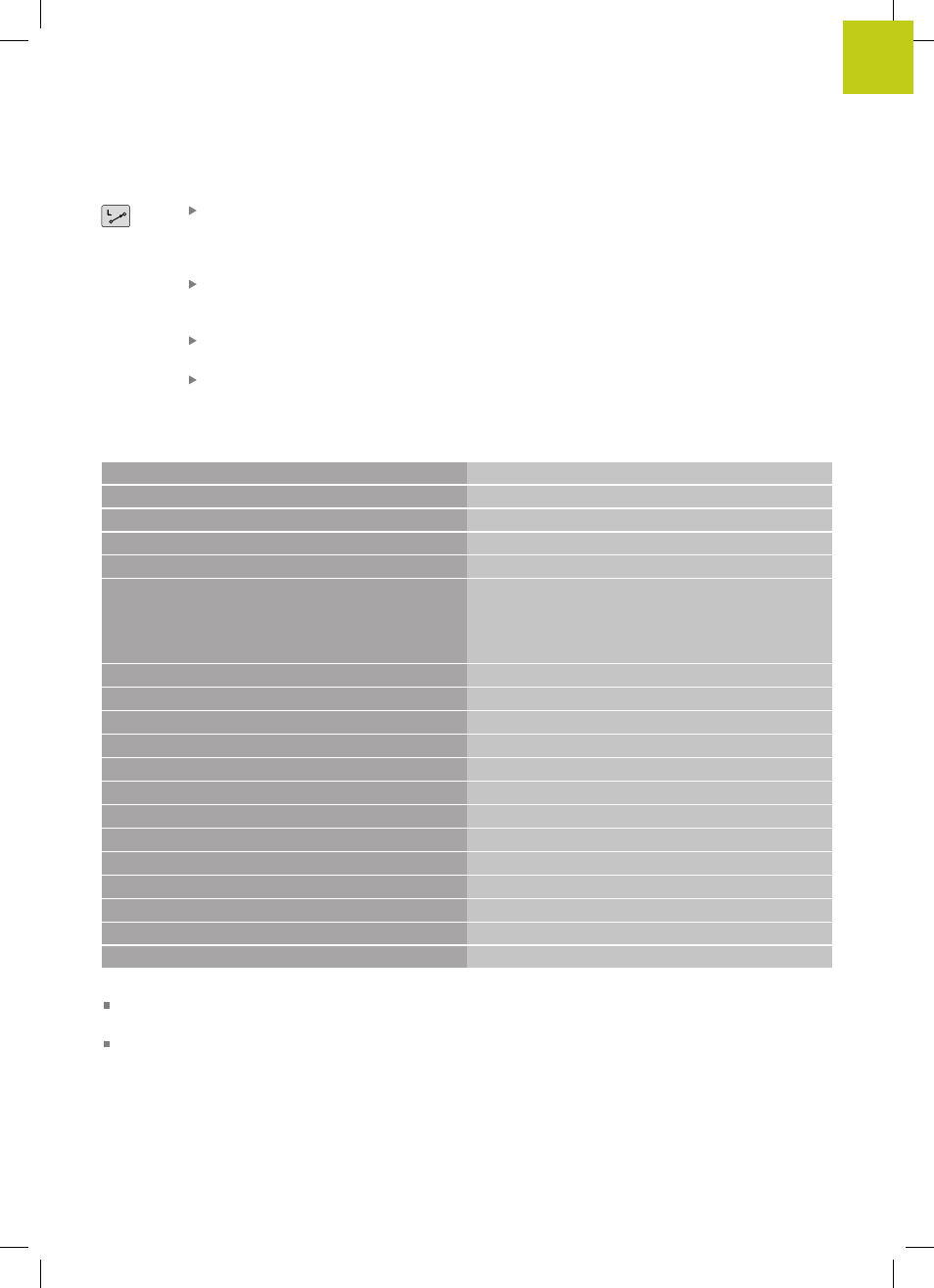
Ejemplo de frases NC
0 BEGIN PGM C200 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
Definición de la pieza en bruto
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 5 Z S4500
Llamada a la herramienta
4 L Z+250 R0 FMAX
Retirar la herramienta
5 PATTERN DEF
POS1 (X+10 Y+10 Z+0)
POS2 (X+10 Y+90 Z+0)
POS3 (X+90 Y+90 Z+0)
POS4 (X+90 Y+10 Z+0)
Definición de posiciones de mecanizado
TALADRAR 6 CYCL DEF 200TALADRAR
Definición del ciclo
Q200=2
;DISTANCIA SEGURIDAD
Q201=-20
;PROFUNDIDAD
Q206=250
;AVANCE PROFUNDIDAD
Q202=2
;PASO PROFUNDIZACION
Q210=0
;TIEMPO ESPERA ARRIBA
Q203=-10
;COORD. SUPERFICIE
Q204=20
;2A DIST. SEGURIDAD
Q211=0,2
;TIEMPO ESPERA ABAJO
Q395=0
;REFERENCIA PROFUNDIDAD
7 CYCL CALL PAT FMAX M13
Husillo y refrigerante ON, llamar ciclo
8 L Z+250 R0 FMAX M2
Retirar la herramienta, final del programa
9 END PGM C200 MM
Informaciones detallada respecto a este tema
Crear programa nuevo: ver "Abrir programas e introducir datos",
página 101
Programación de ciclos: Véase el Modo de Empleo Ciclos,