HEIDENHAIN iTNC 530 (34049x-08) Manual del usuario
Página 250
248
Programación: Programar contornos
6.5 Mo
vimient
o
s de tr
a
y
e
ct
or
ia - Coor
denadas polar
e
s
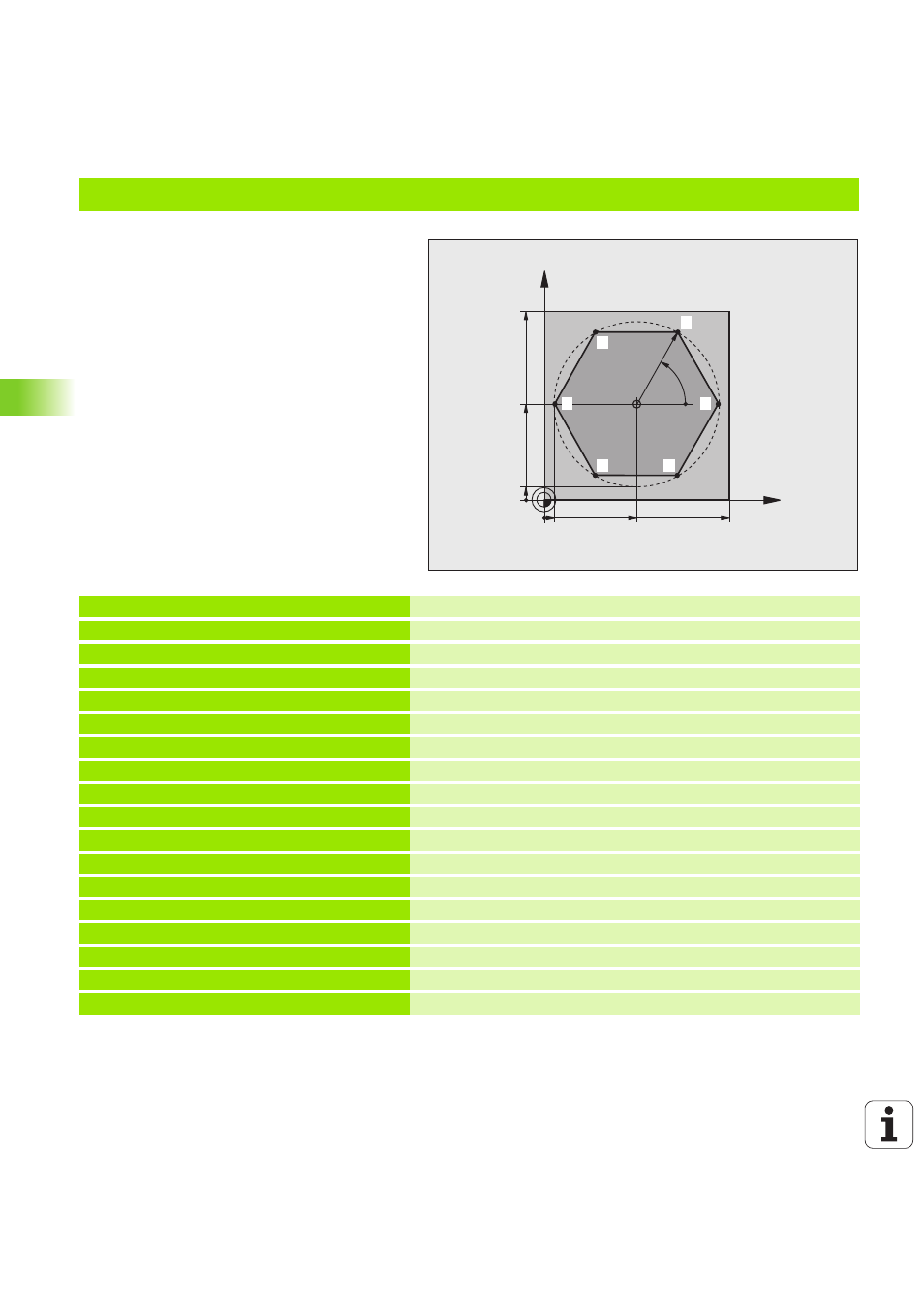
Ejemplo: Movimiento lineal en polares
0 BEGIN PGM LINEARPO MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definición de la pieza en bruto
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S4000
Llamada a una herramienta
4 CC X+50 Y+50
Definición del punto de referencia para las coordenadas polares
5 L Z+250 R0 FMAX
Retirar la herramienta
6 LP PR+60 PA+180 R0 FMAX
Posicionamiento previo de la herramienta
7 L Z-5 R0 F1000 M3
Desplazamiento a la profundidad de mecanizado
8 APPR PLCT PR+45 PA+180 R5 RL F250
Alcanzar el punto 1 según un círculo con conexión tangencial
9 LP PA+120
Llegada al punto 2
10 LP PA+60
Llegada al punto 3
11 LP PA+0
Llegada al punto 4
12 LP PA-60
Llegada al punto 5
13 LP PA-120
Llegada al punto 6
14 LP PA+180
Llegada al punto 1
15 DEP PLCT PR+60 PA+180 R5 F1000
Salida del contorno según un círculo con conexión tangente
16 L Z+250 R0 FMAX M2
Retirar la herramienta, final del programa
17 END PGM LINEARPO MM
X
Y
50
100
50
CC
5
100
R45
60°
5
4
1
2
6
5
3