HEIDENHAIN TNC 620 (340 56x-02) Manual del usuario
Página 204
204
Programación: Programar contornos
6.6 Mo
vimient
o
s de tr
a
y
e
ct
or
ia -Pr
ogr
amación libr
e
de cont
or
nos FK
(Sof
tw
ar
e-Option A
d
v
a
nced pr
ogr
a
mming f
eat
ur
es)
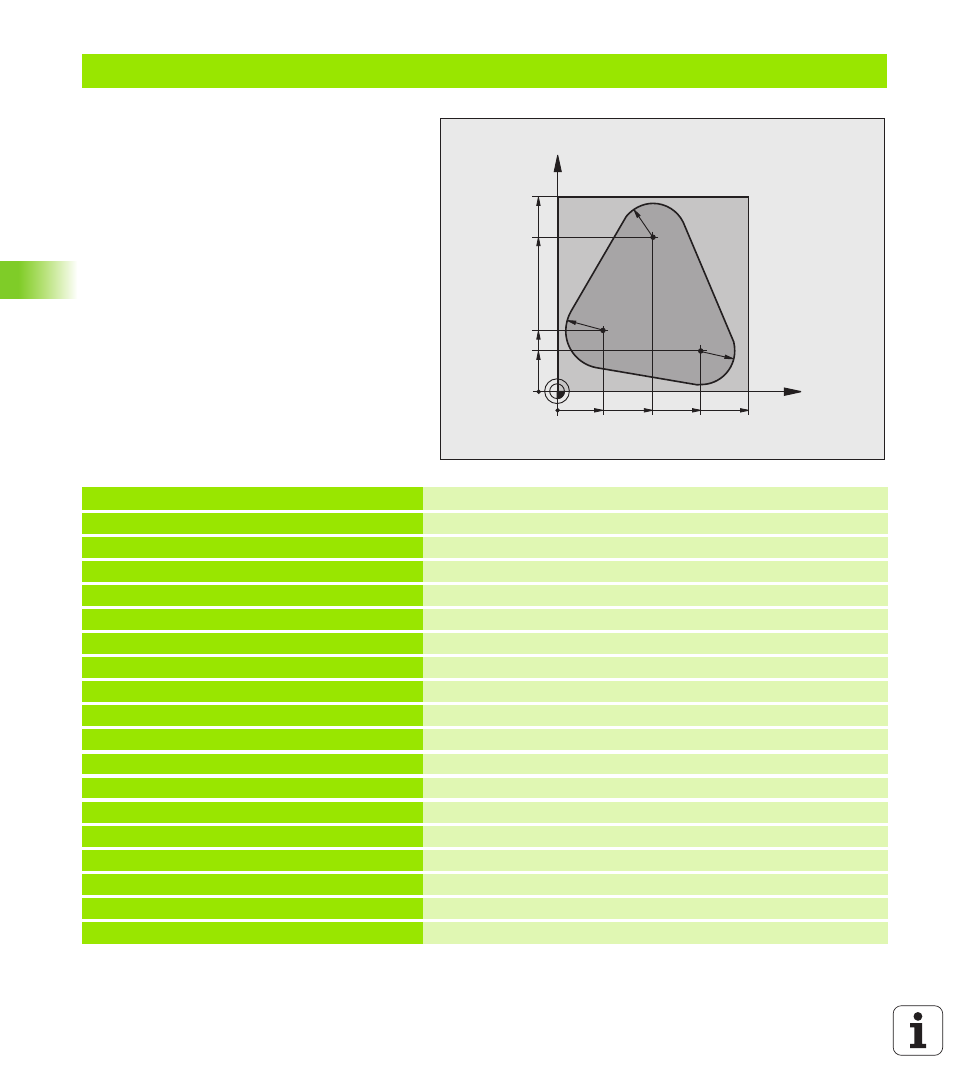
Ejemplo: Programación FK 1
0 BEGIN PGM FK1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definición de la pieza en bruto
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S500
Llamada a la herramienta
4 L Z+250 R0 FMAX
Retirar la herramienta
5 L X-20 Y+30 R0 FMAX
Posicionamiento previo de la herramienta
6 L Z-10 R0 F1000 M3
Desplazamiento a la profundidad de mecanizado
7 APPR CT X+2 Y+30 CCA90 R+5 RL F250
Aproximación al contorno según un círculo con conexión tangente
8 FC DR- R18 CLSD+ CCX+20 CCY+30
Apartado FK:
9 FLT
Para cada trayectoria del contorno se programan los datos conocidos
10 FCT DR- R15 CCX+50 CCY+75
11 FLT
12 FCT DR- R15 CCX+75 CCY+20
13 FLT
14 FCT DR- R18 CLSD- CCX+20 CCY+30
15 DEP CT CCA90 R+5 F1000
Salida del contorno según un círculo con conexión tangente
16 L X-30 Y+0 R0 FMAX
17 L Z+250 R0 FMAX M2
Retirar la herramienta, final del programa
18 END PGM FK1 MM
X
Y
100
100
20
75
30
50
20
75
R1
5
R18
R15