4 cualquier programa como subprograma, Funcionamiento, Indicaciones sobre la programación – HEIDENHAIN TNC 620 (340 56x-01) Manual del usuario
Página 375: Llamada a cualquier programa como subprograma
HEIDENHAIN TNC 620
375
9.4 Cualquier pr
ogr
ama como subpr
ogr
ama
9.4 Cualquier programa como
subprograma
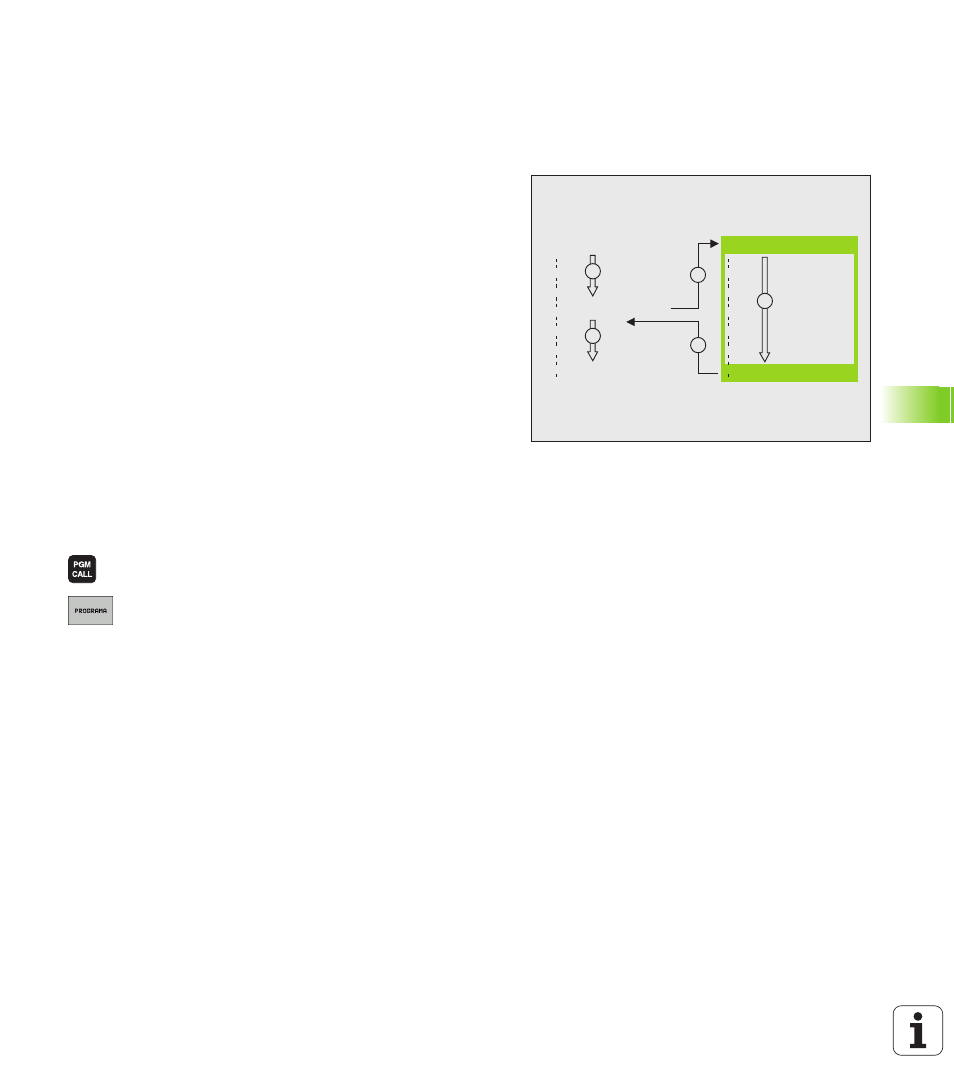
Funcionamiento
1
El TNC ejecuta el programa de mecanizado, hasta que se llama a
otro programa con CALL PGM
2
A continuación el TNC ejecuta el programa llamado hasta su final
3
Después el TNC continúa con la ejecución del programa de
mecanizado que sigue a la llamada del programa
Indicaciones sobre la programación
Para poder emplear un programa como subprograma el TNC no
precisa de ningún LABEL
El programa llamado no puede contener la función auxiliar M2 o M30
Si se han definido subprogramas con labels en el programa llamado,
entonces se puede utilizar la función M2 o M30 con la función de
salto FN 9: IF +0 EQU +0 GOTO LBL 99, para ignorar forzosamente
esta parte del programa
El programa llamado no deberá contener ningúna llamada CALL PGM
al programa original (ciclo sin fin)
Llamada a cualquier programa como
subprograma
Seleccionar las funciones para la llamada al programa:
pulsar la tecla PGM CALL
Pulsar la softkey PROGRAMA
Introducir el nombre completo de búsqueda del
programa a llamar y confirmar con la tecla END
0 BEGIN PGM A
CALL PGM B
END PGM A
0 BEGIN PGM B
END PGM B
1
3
2
S
R