Parámetros de ciclo – HEIDENHAIN TNC 320 (77185x-01) Cycle programming Manual del usuario
Página 193
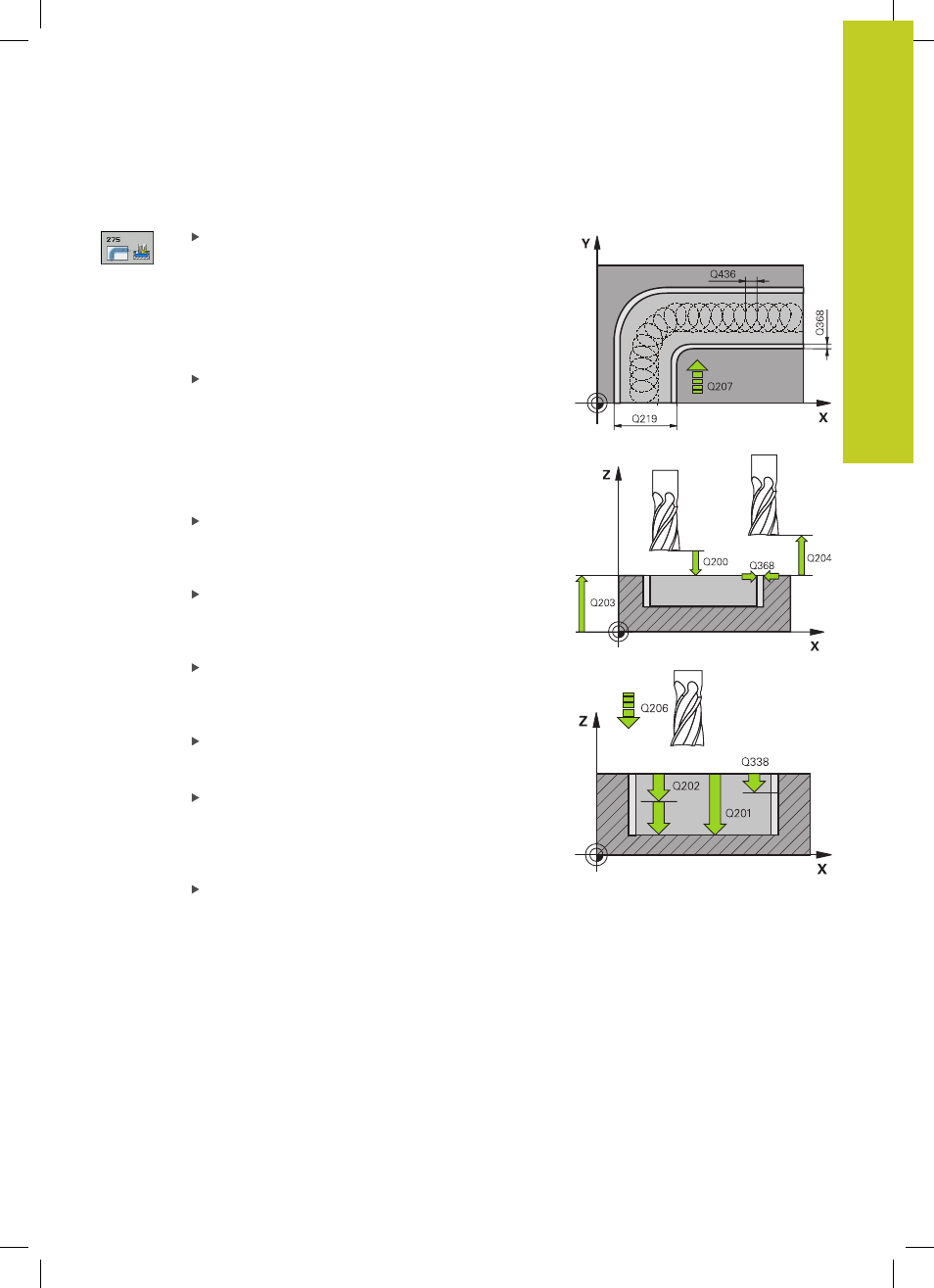
RANURA DE CONTORNO TROCOIDAL (ciclo 275, DIN ISO G275)
7.10
7
TNC 320 | Modo de Empleoprogramación de ciclos | 5/2014
193
Parámetros de ciclo
Tipo de mecanizado (0/1/2) Q215: Determinar el
tipo de mecanizado:
0
: Desbaste y acabado
1
: Solo desbaste
2
: Solo acabado
La cara y la profundidad de acabado sólo se llevan
a cabo, si se define la sobremedida del acabado
correspondiente (Q368, Q369)
Ancho de la ranura Q219 (valor paralelo al eje
transversal del plano de mecanizado): Introducir la
anchura de la ranura. Si se introduce la anchura de la
ranura igual al diámetro de la hta, el TNC sólo realiza
el desbaste (fresado de la ranura). Ancho máximo
de la ranura en el desbaste: doble del diámetro
de la herramienta. Campo de introducción 0 hasta
99999.9999
Sobremedida del acabado lateral Q368 (valor
incremental): Sobremedida de acabado en el plano
de mecanizado. Campo de introducción 0 hasta
99999.9999
Aproximación por vuelta Q436 (absoluto): valor
que el TNC desplaza la herramienta en cada
vuelta en la dirección de mecanizado. Campo de
introducción: 0 a 99999,9999
Avance al fresar Q207: velocidad de
desplazamiento de la herramienta al fresar en
mm/min. Campo de introducción 0 a 99999,999
alternativamente
FAUTO, FU, FZ
Avance de fresado Q12: Avance de desplazamiento
en el plano de mecanizado. Campo de introducción
0 a 99999.9999 alternativo
FAUTO, FU, FZ
Tipo de fresado Q351: Tipo de fresado con M3:
+1 = fresado sincronizado
–1 = frenado en contramarcha
PREDEF: El TNC emplea valor de frase DEF
GLOBAL
Profundidad Q201 (valor incremental): Distancia
entre la superficie de la pieza y la base de la ranura.
Campo de introducción -99999,9999 a 99999,9999