Ejemplo: grupo de taladros con varias herramientas, Ejemplos de programación 7.6 – HEIDENHAIN TNC 320 (34055x-06) Manual del usuario
Página 233
Ejemplos de programación
7.6
7
TNC 320 | Modo de empleo Diálogo en lenguaje conversacional HEIDENHAIN | 1/2014
233
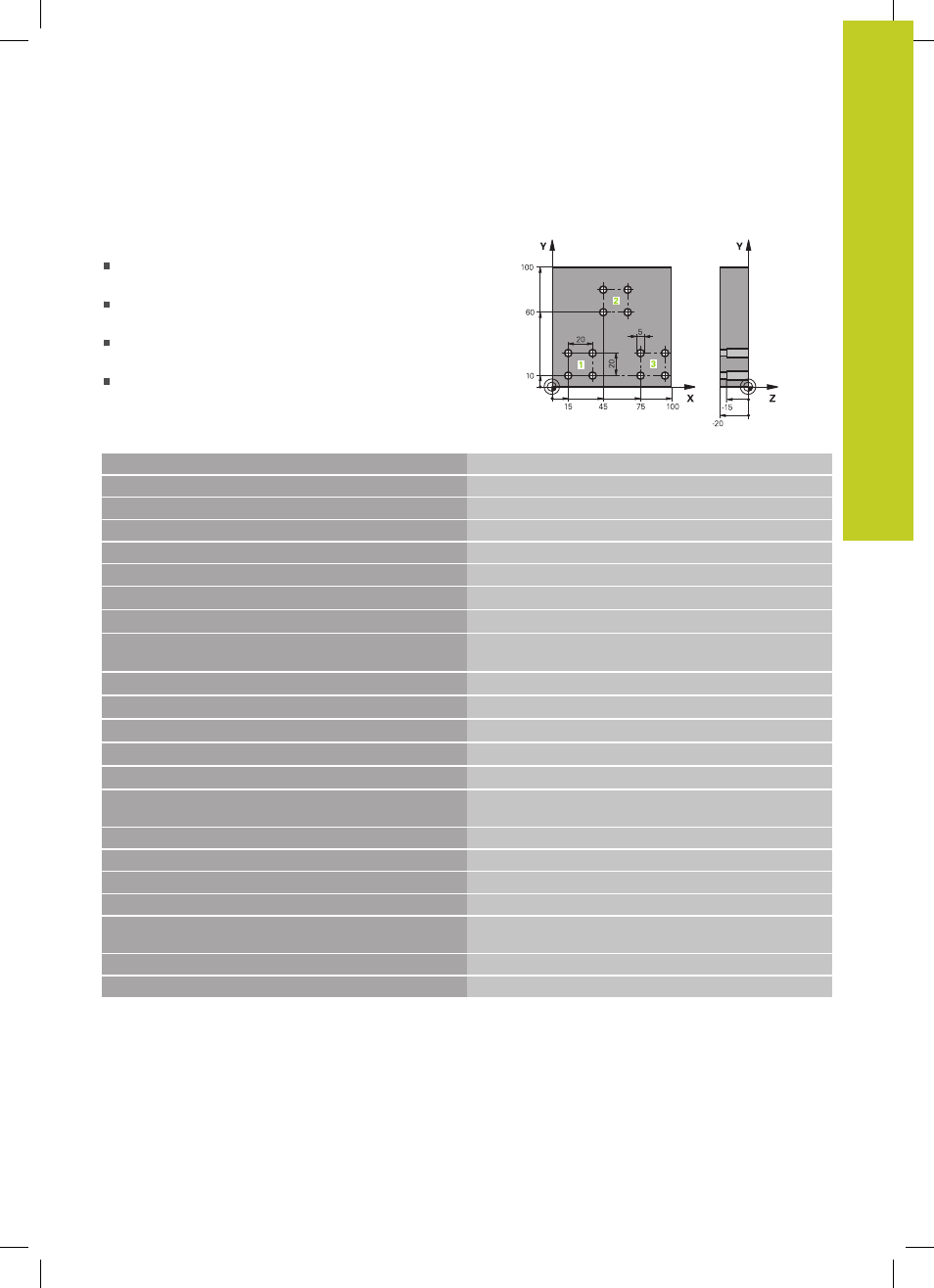
Ejemplo: Grupo de taladros con varias herramientas
Desarrollo del programa:
Programación de los ciclos de mecanizado en el
programa principal
Llamada a la figura de taladros completa
(subprograma 1)
Llegada al grupo de taladros del subprograma 1,
llamada al grupo de taladros (subprograma 2)
Programar una sola vez el grupo de taladros en el
subprograma 2
0 BEGIN PGM UP2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S5000
Llamada a la hta. Broca de centraje
4 L Z+250 R0 FMAX
Retirar la herramienta
5 CYCL DEF 200 TALADRADO
Definición del ciclo Centraje
Q200=2
;DIST. DE SEGURIDAD.
Q202=-3
;PROFUNDIDAD
Q206=250
;PARA APROXIMACIÓN DE
PROFUNDIDAD
Q202=3
;PROFUNDIDAD DE PASADA
Q210=0
;TPO. ESPERA ENCIMA
Q203=+0
;COORDENADAS SUPERFICIE
Q204=10
;2ª DISTANCIA DE SEGURIDAD
Q211=0.25
;TIEMPO DE ESPERA ABAJO
6 CALL LBL 1
Llamada al subprograma 1 para la figura completa de
taladros
7 L Z+250 R0 FMAX M6
Cambio de herramienta
8 TOOL CALL 2 Z S4000
Llamada a la hta. Taladrado
9 FN 0: Q201 =-25
Nueva profundidad para Taladro
10 FN 0: Q202 =+5
Nueva aproximación para Taladro
11 CALL LBL 1
Llamada al subprograma 1 para la figura completa de
taladros
12 L Z+250 R0 FMAX M6
Cambio de herramienta
13 TOOL CALL 3 Z S500
Llamada a la hta. Escariador