Introducción – HEIDENHAIN TNC 320 (340 55x-05) ISO programming Manual del usuario
Página 354
354
Funcionamiento manual y ajuste
12.7 Compensar la inclinación de la pieza con el sist
ema de palpación
12.7 Compensar la inclinación de la
pieza con el sistema de
palpación
Introducción
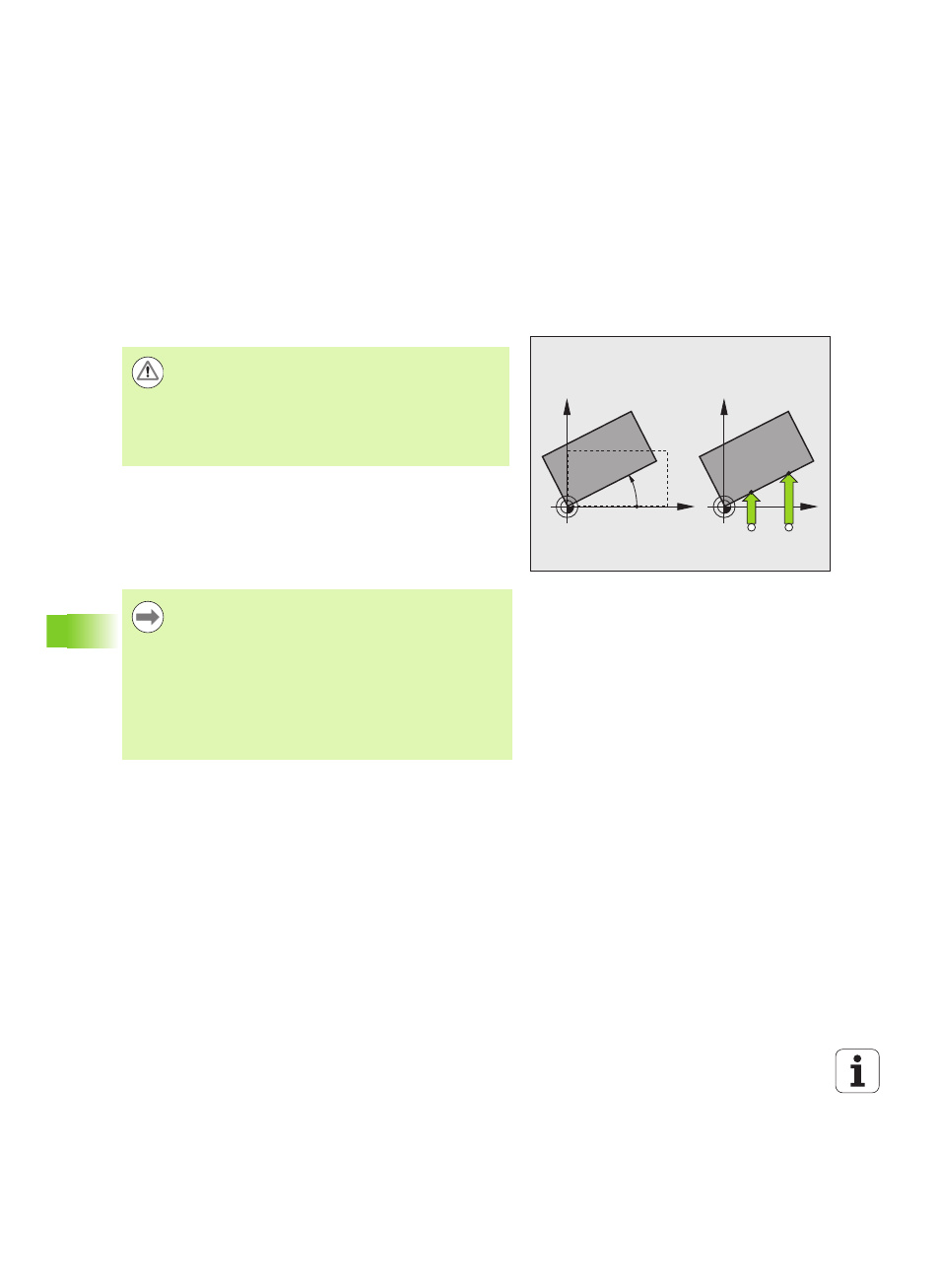
El TNC compensa una inclinación de la pieza mediante el "Giro básico".
Para ello el TNC fija el ángulo de giro sobre el ángulo que forma una
superficie de la pieza con el eje de referencia angular del plano de
mecanizado. Véase figura de la derecha.
El TNC registra el giro básico, en función del eje de herramienta, en la
columna SPA, SPB o SPC de la tabla de preset.
X
Y
PA
X
Y
A
B
HEIDENHAIN sólo garantiza la función de los ciclos de
palpación si se utilizan sistemas de palpación de
HEIDENHAIN.
Si se utilizan funciones de palapación en el plano de
mecanizado inclinado, ROT 3D para los modos de
funcionamiento Manual y Automático debe estar en
Aktivo
.
Seleccionar siempre la dirección de palpación para medir
la inclinación de la pieza perpendicular al eje de referencia
angular.
Para calcular correctamente el giro básico en la ejecución
del programa, deberán programarse ambas coordenadas
del plano de mecanizado en la primera frase de
desplazamiento.
También puede utilizar un giro básico en combinación con
la función PLANE. En ese caso, debe activar en primer
lugar el giro básico y, a continuación, la función PLANE.