Pág. 507 – HEIDENHAIN iTNC 530 (606 42x-02) Manual del usuario
Página 507
HEIDENHAIN iTNC 530
507
12.5 F
unciones auxiliar
e
s par
a
ejes gir
a
to
ri
os
Corrección automática de la geometría de la
máquina al trabajar con ejes basculantes: M114
(opción de software 2)
Comportamiento estándar
El TNC desplaza la herramienta a las posiciones determinadas en el
programa de mecanizado. Cuando en un programa se modifica la
posición del eje basculante, el postprocesador debe calcular el desvío
que se genera en los ejes lineales y desplazarse en una frase de
posicionamiento. Debido a que aquí juega también un importante
papel la geometría de la máquina, deberá calcularse el programa NC
por separado para cada máquina.
Comportamiento con M114
Cuando en un programa se modifica la posición de un eje basculante,
el TNC compensa automáticamente el desvío de la herramienta con
una corrección longitudinal 3D (para máquinas con ejes basculantes
controlados). Debido a que la geometría de la máquina está
memorizada en parámetros de máquina, el TNC compensa
automáticamente tambíen los desvios específicos de la máquina. Los
procesos del programa sólo se calculan una vez, incluso cuando se
ejecutan en diferentes máquinas con control TNC.
Si su máquina no tiene ejes basculantes controlados (inclinación
manual del cabezal, posicionamiento del cabezal por el PLC), se puede
programar detrás de M114 la correspondiente posición válida del
cabezal basculante (p.ej. M114 B+45, se pueden introducir
parámetros Q).
El sistema CAD o el postprocesador deberán tener en cuenta la
corrección del radio de la hta. Una corrección de radio programada
RL/RR provoca un aviso de error.
Cuando el TNC realiza la corrección de longitud de la herramienta el
avance programado se refiere al extremo de la herramienta de lo
contrario se refiere al punto cero de la misma.
El fabricante de la máquina deberá determinar la
geometría de ésta en la descripción de la cinemática.
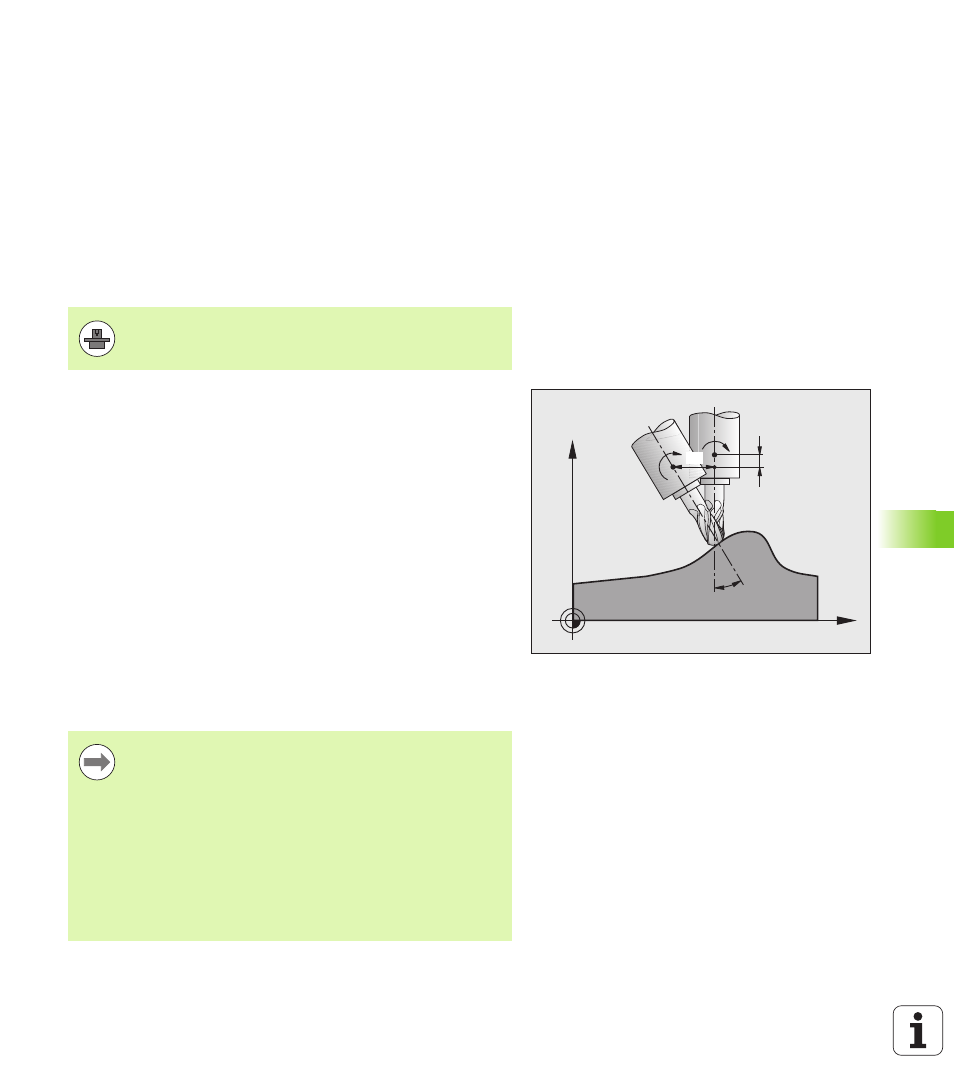
X
Y
dB
dz
dx
B
B
Si la máquina tiene un cabezal basculante controlado, se
puede interrumpir el programa y modificar la posición del
eje basculante (p.ej. con un volante).
Con la función AVANCE HASTA FRASE N se puede
continuar con el programa de mecanizado en el lugar
donde se ha interrumpido. Cuando está activada M114, el
TNC tiene automáticamente en cuenta la nueva posición
del eje basculante.
Para poder modificar la posición del eje basculante
manualmente durante la ejecución del programa, se
emplea M118 junto con M128.