Pieza – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Manual del usuario
Página 500
Ciclos de palpación: Determinar puntos de referencia automáticamente
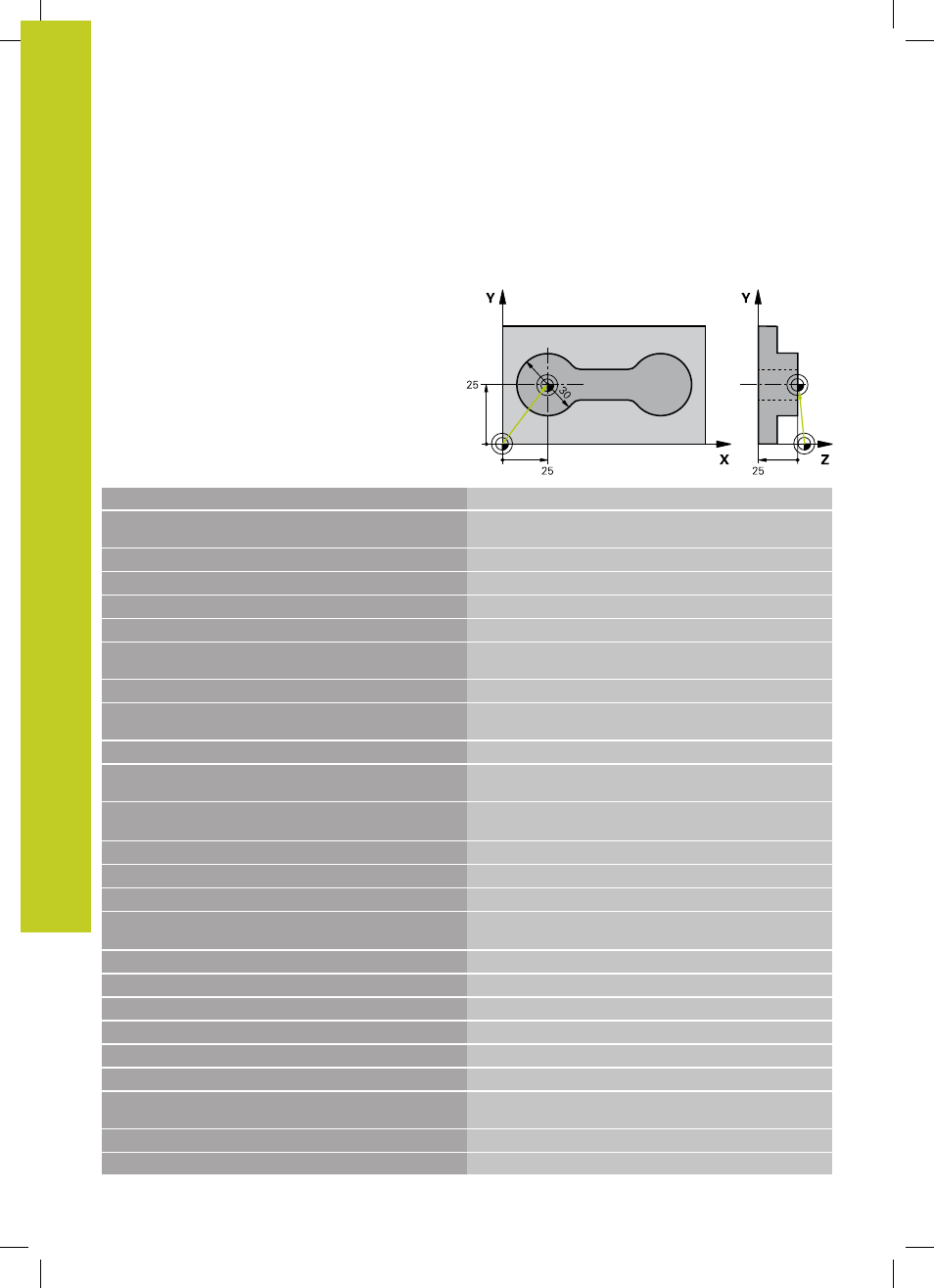
16.14 Ejemplo: Fijar el punto de referencia en el centro del segmento
circular y en la superficie de la pieza
16
500
TNC 640 | Modo de Empleoprogramación de ciclos | 5/2014
16.14
Ejemplo: Fijar el punto de referencia en
el centro del segmento circular y en la
superficie de la pieza
0 BEGIN PGM CYC413 MM
1 TOOL CALL 69 Z
Llamada a la herramienta 0 para determinar el eje de
palpación
2 TCH PROBE 413 PUNTO REF. CÍRCULO EXTERIOR
Q321=+25
;CENTRO 1ER EJE
Punto central del círculo: Coordenada X
Q322=+25
;CENTRO 2º EJE
Punto central del círculo: Coordenada Y
Q262=30
;DIÁMETRO NOMINAL
Diámetro del círculo
Q325=+90
;ÁNGULO INICIAL
Ángulo en coordenadas polares para el 1er punto de
palpación
Q247=+45
;PASO ANGULAR
Paso angular para calcular los puntos de palpación 2 a 4
Q261=-5
;ALTURA DE MEDICIÓN
Coordenada en el eje de palpación desde la cual se realiza la
medición
Q320=2
;DIST. DE SEGURIDAD
Distancia de seguridad adicional en columna SEP_UP
Q260=+10
;ALTURA SEGURA
Altura sobre la cual se desplaza el eje de palpación sin
colisionar
Q301=0
;DESPLAZAR HASTA ALTURA
SEGURA
No desplazar a altura segura entre los puntos de medida
Q305=0
;Nº EN TABLA
Fijar la visualización
Q331=+0
;PUNTO DE REFERENCIA
Fijar la visualización en X a 0
Q332=+10
;PUNTO DE REFERENCIA
Fijar la visualización en Y a 10
Q303=+0
;TRANSFERENCIA DEL VALOR DE
MEDIDA
Sin función porque debe fijarse la visualización
Q381=1
;PALPAR EJE PALPADOR
Fijar también el punto de referencia en el eje TS
Q382=+25
;1ª COOR. PARA EJE DE PALPADOR
Punto de palpación de la coordenada X
Q383=+25
;2ª COOR PARA EJE DE PALPADOR
Punto de palpación coordenada Y
Q384=+25
;3ª COOR. PARA EJE DE PALPADOR
Punto de palpación coordenada Z
Q333=+0
;PUNTO DE REFERENCIA
Fijar la visualización en Z a 0
Q423=4
;NÚMERO DE PUNTOS DE MEDICIÓN
Medir el círculo con 4 palpaciones
Q365=0
;TIPO DE DESPLAZAMIENTO
Entre los puntos de medición, desplazar en una trayectoria
circular
3 CALL PGM 35K47
Llamada al programa de mecanizado
4 END PGM CYC413 MM