Desarrollo del ciclo – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manual del usuario
Página 446
Ciclos de palpación: Determinar puntos de referencia automáticamente
16.6 PUNTO DE REFERENCIA CÍRCULO INTERIOR (Ciclo 412, DIN/ISO:
G412)
16
446
TNC 640 | Modo de Empleoprogramación de ciclos | 12/2013
16.6
PUNTO DE REFERENCIA CÍRCULO
INTERIOR (Ciclo 412, DIN/ISO: G412)
Desarrollo del ciclo
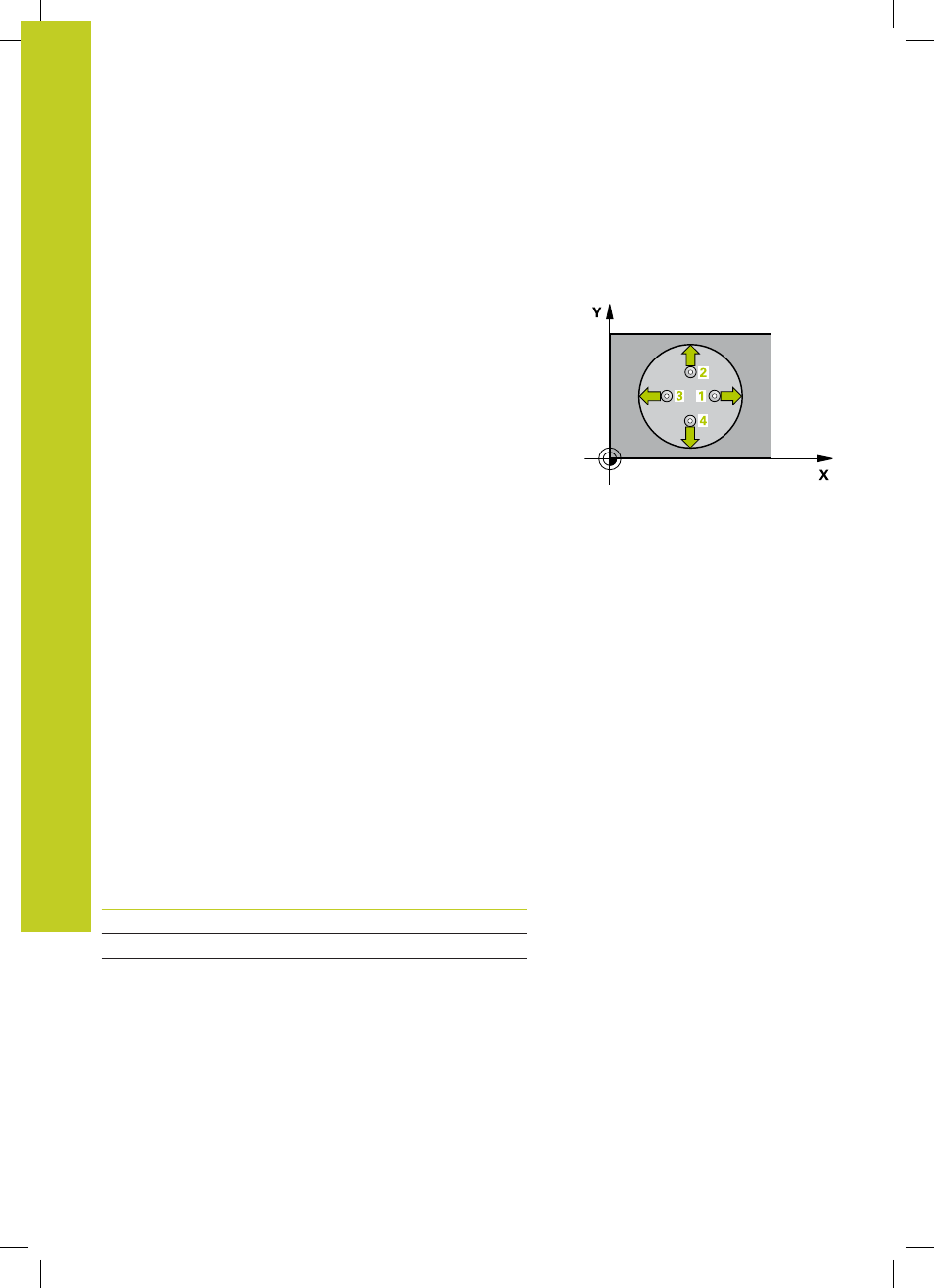
El ciclo de palpador 412 determina el centro de una cajera circular
(taladro) y fija este centro como punto de referencia. Si se desea, el
TNC también puede escribir el punto central en una tabla de puntos
cero o en una tabla de presets.
1 El TNC posiciona el palpador con avance rápido (valor de la
columna
FMAX) y con lógica de posicionamiento (ver "Ejecutar
ciclos de palpación", Página 400) en el punto de palpación
1
.
El TNC calcula los puntos de palpación a partir de los datos del
ciclo y de la distancia de seguridad de la columna
SET_UP de la
tabla de palpación
2 A continuación, el palpador se desplaza hasta la altura de
medición introducida y ejecuta el primer proceso de palpación
con avance de palpación (Columna
F) El TNC determina la
dirección de palpación automáticamente en función del ángulo
inicial programado
3 Luego el palpador se desplaza circularmente, o bien hasta
la altura de medición, o bien hasta la altura segura, para el
siguiente punto de palpación
2
y ejecuta allí el segundo proceso
de palpación
4 El TNC posiciona el palpador en el punto de palpación
3
y luego
en el punto de palpación
4
y ejecuta allí el tercer y el cuarto
proceso de palpación respectivamente
5 Finalmente, el TNC posiciona de nuevo el palpador en la
altura segura y procesa el punto de referencia determinado,
en función de los parámetros de ciclo Q303 y Q305 (ver
"Correspondencias de todos los ciclos de palpación para fijar el
punto de ref.", Página 429) y memoriza los valores reales en los
parámetros Q que se listan a continuación
6 Si se desea, el TNC determina a continuación, en un proceso de
palpación separado, además el punto de referencia en el eje del
palpador
Número de
parámetro
Significado
Q151
Valor real del centro en eje principal
Q152
Valor real centro eje secundario
Q153
Valor real del diámetro