Parámetros de ciclo – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manual del usuario
Página 325
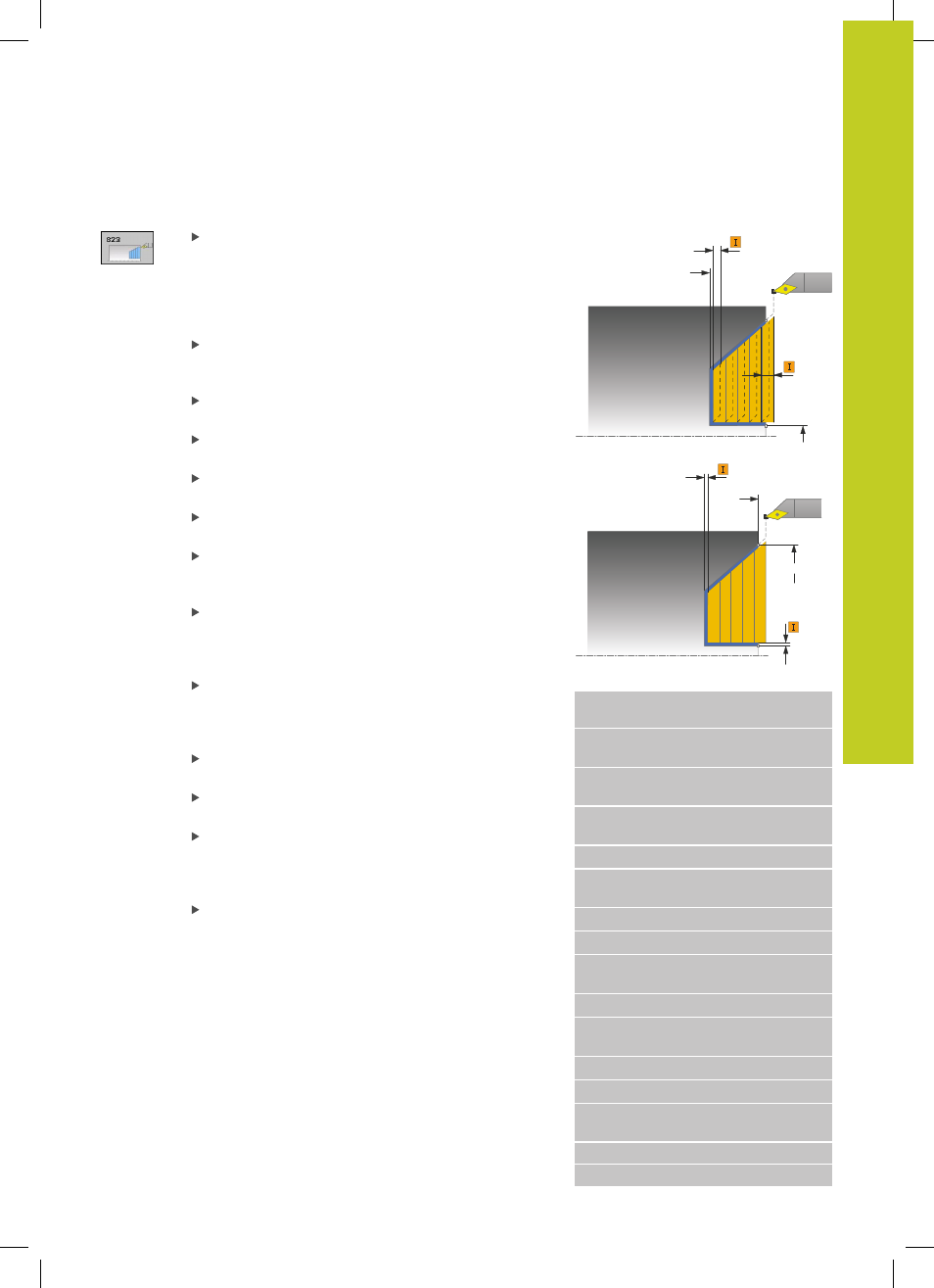
TORNEAR PROFUNDIZAR PLANO
(Ciclo 823, DIN/ISO: G823)
13.13
13
TNC 640 | Modo de Empleoprogramación de ciclos | 12/2013
325
Parámetros de ciclo
Volumen de mecanizado Q215: Fijar volumen de
mecanizado:
0
: Desbaste y acabado
1
: Solo desbaste
2
: Solo acabado a la dimensión final
3
: Solo acabado a la sobremedida
Distancia de seguridad Q460 (valor incremental):
distancia para movimiento de retirada y
preposicionamiento
Diámetro inicio de contorno Q491: coordenada X
del punto inicial de contorno (valor de diámetro)
Inicio de contorno Z Q492: coordenada Z del punto
inicial para el recorrido de profundización
Diámetro final de contorno Q493: coordenada X
del punto final de contorno (valor de diámetro)
Final de contorno Z Q494: coordenada Z del punto
final de contorno
Ángulo flanco Q495: ángulo del flanco
profundizando El ángulo de referencia es paralelo al
eje de giro.
Profundidad de corte máx. Q463: aproximación
máx. en dirección radial. La aproximación se
distribuye uniformemente para evitar cortes
deslizantes.
Avance de desbaste Q478: velocidad de avance
durante el desbaste. Si se ha programado M136,
el TNC interpreta el avance en milímetros por
revolución, sin M136 en milímetros por minuto.
Sobremedida diámetro Q483 (incremental):
Sobremedida diámetro sobre el contorno definido
Sobremedida Z Q484 (incremental): Sobremedida
sobre el contorno definido en dirección axial
Avance de acabado Q505: velocidad de avance
durante el acabado. Si se ha programado M136,
el TNC interpreta el avance en milímetros por
revolución, sin M136 en milímetros por minuto.
Alisado del contorno Q506:
0
: Tras cada corte a lo largo del contorno (dentro de
la zona de aproximación)
1
: Alisado del contorno tras el último corte (contorno
completo); retirar bajo 45°
2
: Ningún alisado de contorno; retirar bajo 45°
Q460
Ø Q493
Q494
Q463
Ø Q491
Q492
Q484
Ø Q483
Frases NC
11 CYCL DEF 823 TORNEAR
PROFUNDIZACIÓN PLANO
Q215=+0
;VOLUMEN DE
MECANIZADO
Q460=+2
; DISTANCIA DE
SEGURIDAD
Q491=+75
;DIÁMETRO INICIO
CONTORNO
Q492=+0
;INICIO CONTORNO Z
Q493=+20
;DIÁMETRO FINAL DE
CONTORNO
Q494=-5
;FINAL DE CONTORNO Z
Q495=+60
;ÁNGULO FLANCO
Q463=+3
;MÁX. PROFUNDIDAD DE
CORTE
Q478=+0.3
;AVANCE DESBASTE
Q483=+0.4
;DIÁMETRO
SOBREMEDIDA
Q484=+0.2
;SOBREMEDIDA Z
Q505=+0.2
;AVANCE ACABADO
Q506=+0
;ALISADO DE
CONTORNO
12L X+75 Y+0 Z+2 FMAXM303
13 CYCL CALL