10 ejemplos de programación, Ejemplo: traslación de coordenadas, Ejemplos de programación – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manual del usuario
Página 269: Ejemplos de programación 11.10
Ejemplos de programación 11.10
11
TNC 640 | Modo de Empleoprogramación de ciclos | 12/2013
269
11.10
Ejemplos de programación
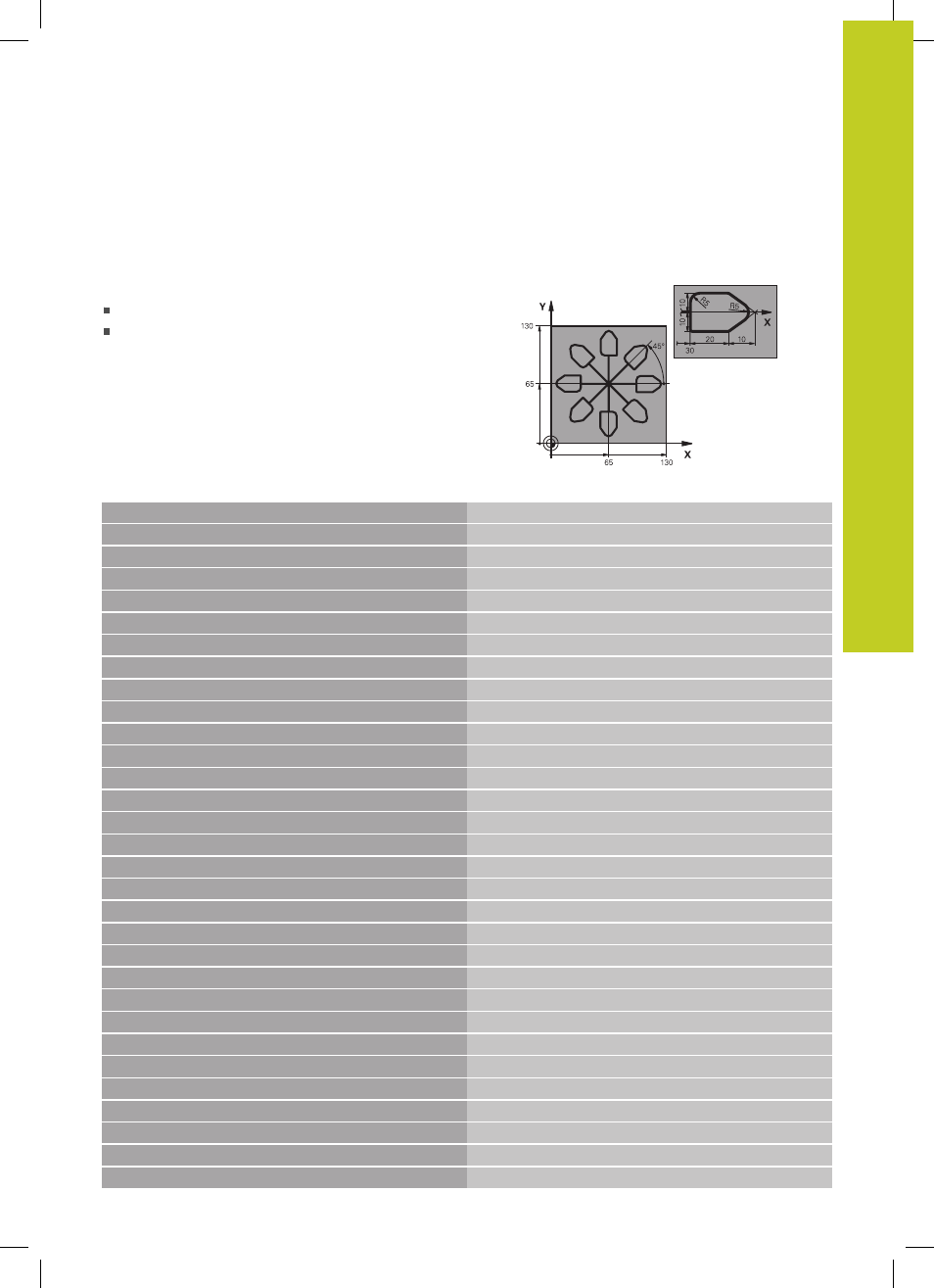
Ejemplo: Traslación de coordenadas
Desarrollo del programa
Traslación de coordenadas en el pgm principal
Programación del mecanizado en el subprograma
0 BEGIN PGM KOUMR MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definición de la pieza en bruto
2 BLK FORM 0.2 X+130 Y+130 Z+0
3 TOOL CALL 1 Z S4500
Llamada a una herramienta
4 L Z+250 R0 FMAX
Retirar la herramienta
5 CYCL DEF 7.0 PUNTO CERO
Desplazamiento del punto cero al centro
6 CYCL DEF 7.1 X+65
7 CYCL DEF 7.2 Y+65
8 CALL LBL 1
Llamada al fresado
9 LBL 10
Fijar una marca para la repetición parcial del programa
10 CYCL DEF 10.0 GIRO
Giro a 45° en incremental
11 CYCL DEF 10.1 IROT+45
12 CALL LBL 1
Llamada al fresado
13 CALL LBL 10 REP 6/6
Retroceso al LBL 10; en total seis veces
14 CYCL DEF 10.0 GIRO
Anular el giro
15 CYCL DEF 10.1 ROT+0
16 CYCL DEF 7.0 PUNTO CERO
Anular la traslación del punto cero
17 CYCL DEF 7.1 X+0
18 CYCL DEF 7.2 Y+0
19 L Z+250 R0 FMAX M2
Retirar la herramienta, final del programa
20 LBL 1
Subprograma 1
21 L X+0 Y+0 R0 FMAX
Determinación del fresado
22 L Z+2 R0 FMAX M3
23 L Z-5 R0 F200
24 L X+30 RL
25 L IY+10
26 RND R5
27 L IX+20
28 L IX+10 IY-10
29 RND R5
30 L IX-10 IY-10