HEIDENHAIN iTNC 530 (606 42x-01) Manual del usuario
Página 468
468
Programación: Mecanizado multieje
12.2 La función PLANE: inclinación del plano de mecanizado (opción de
so
ft
w
a
re
1)
Ejempo para una máquina con mesa giratoria C y mesa basculante A
Función programada: PLANE SPATIAL SPA+0 SPB+45 SPC+0
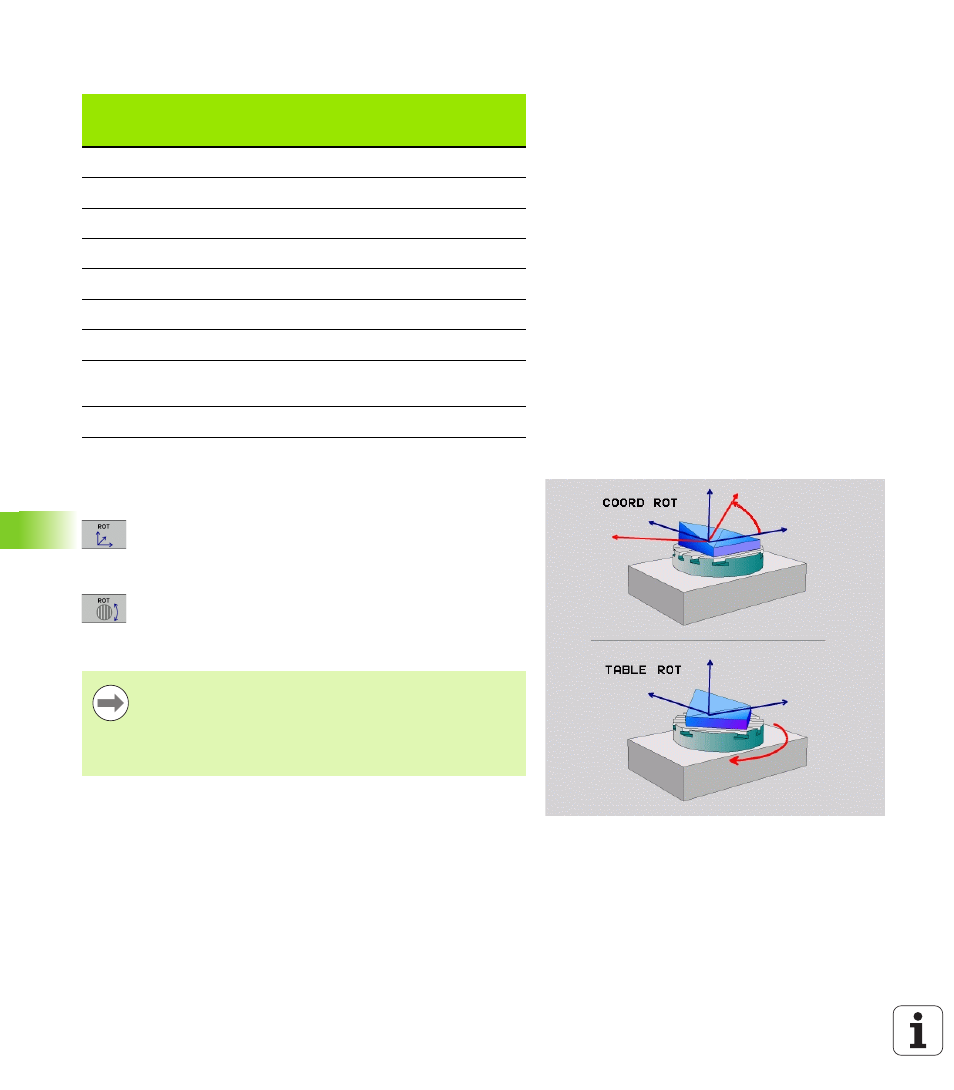
Selección del modo de transformación (Entrada opcional)
Para máquinas que tienen una mesa giratoria C se dispone de una
función con la que se puede fijar el modo de transformación:
U
COORD ROT
determina, que la función PLANE sólo debe
rotar el sistema de coordenadas en el ángulo de
inclinación definido. La mesa giratoria no se mueve, la
compensación del giro se realiza por la via del cálculo
U
TABLE ROT
determina, que la función PLANE debe
posicionar la mesa giratoria en el ángulo de inclinación
definido. La compensación se realiza mediante un
giro de la pieza
Interr. final
de carrera
Posición de
partida
SEQ
Resultado
posición del
eje
Ninguno
A+0, C+0
no progr.
A+45, C+90
Ninguno
A+0, C+0
+
A+45, C+90
Ninguno
A+0, C+0
–
A–45, C–90
Ninguno
A+0, C-105
no progr.
A–45, C–90
Ninguno
A+0, C-105
+
A+45, C+90
Ninguno
A+0, C-105
–
A–45, C–90
–90 < A < +10
A+0, C+0
no progr.
A–45, C–90
–90 < A < +10
A+0, C+0
+
Mensaje de
error
Ninguno
A+0, C-135
+
A+45, C+90
Al utilizar la función PLANE AXIS, las funciones COORD ROT y
TABLE ROT
no tienen ninguna función.
Si se utiliza la función TABLE ROT en combinación con un
giro básico y un ángulo de inclinación 0, el TNC inclina la
mesa según el ángulo definido en el giro básico.