2 trabajar con ejes paralelos u,v y w, Resumen – HEIDENHAIN TNC 320 (340 55x-05) Manual del usuario
Página 327
HEIDENHAIN TNC 320
327
1
0
.2 T
rabajar con ejes par
a
lelos U
,V y W
10.2 Trabajar con ejes paralelos
U,V y W
Resumen
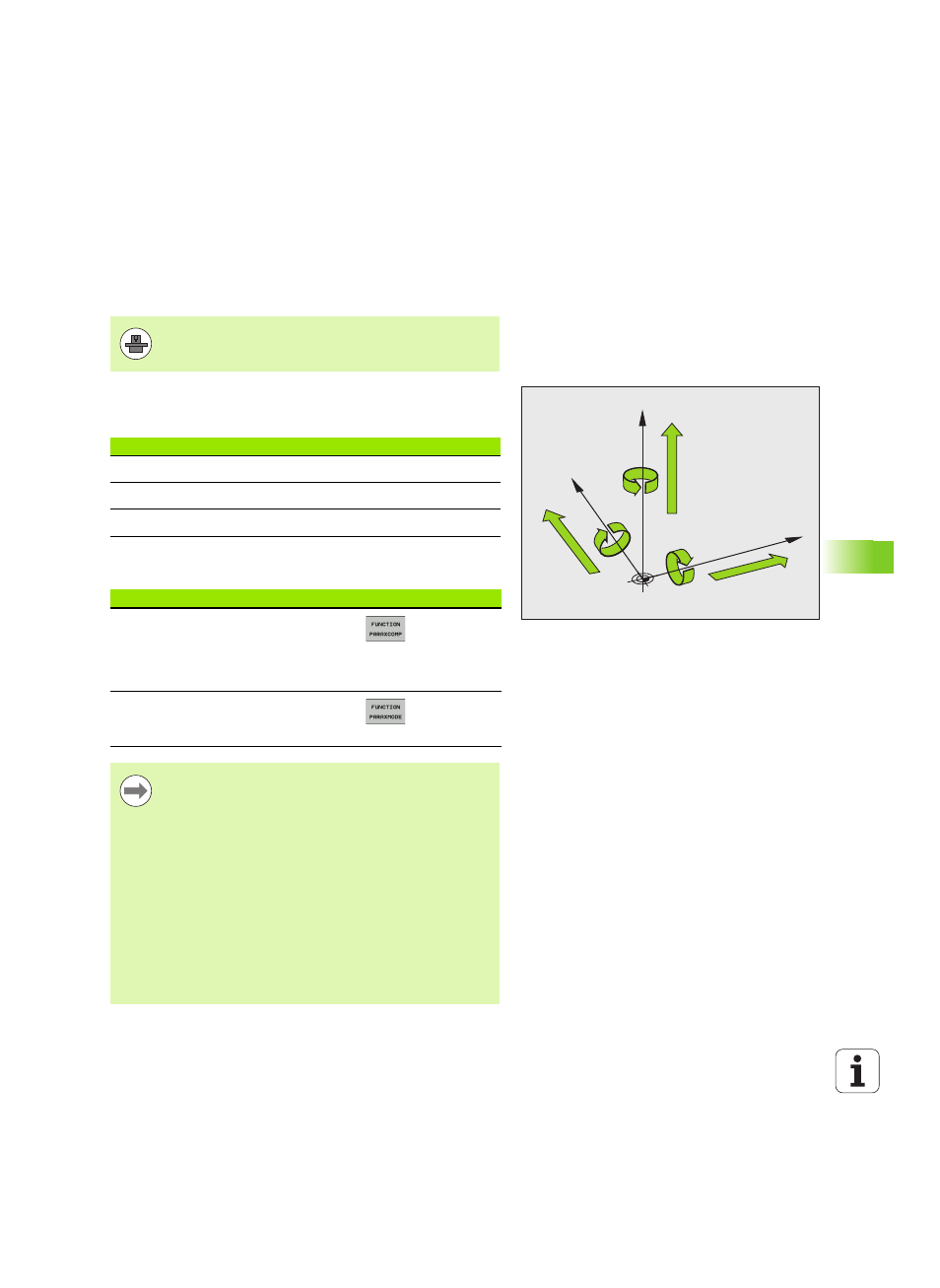
Además de los ejes principales X, Y y Z existen ejes auxiliares
paralelos U, V y W. Los ejes principales y los ejes paralelos están
fijamente vinculados.
Para el mecanizado con los ejes paralelos U, V y W, el TNC pone a
disposición las funciones siguientes:
Se quiere utilizar las funciones de ejes paralelos, su
máquina debe estar configurada por el fabricante de la
máquina.
W+
C+
B+
V+
A+
U+
Y
X
Z
Eje principal
Eje paralelo
Eje rotativo
X
U
A
Y
V
B
Z
W
C
Función
Significado
Softkey
Página
PARAXCOMP
Definición del
comportamiento del TNC
durante el
posicionamiento de ejes
paralelos
PARAXMODE
Definición con qué ejes el
TNC debe realizar el
mecanizado
Después de arrancar el TNC, generalmente está activada la
configuración estándar.
El TNC realiza un reset de las funciones de ejes paralelos
con las siguientes funciones:
Selección de un programa
Final del programa
M2 y/ó M30
Cancelación de programa (PARAXCOMP se mantiene
activado)
PARAXCOMP OFF
y/o PARAXMODE OFF
Antes de una modificación de la cinemática de la máquina
hay que desactivar las funciones de ejes paralelos.