Hypertherm RT80 Rev.1 Manual del usuario
Página 31
FUNCIONAMIENTO
RT80 / RT80M
Manual del operador
4-13
1
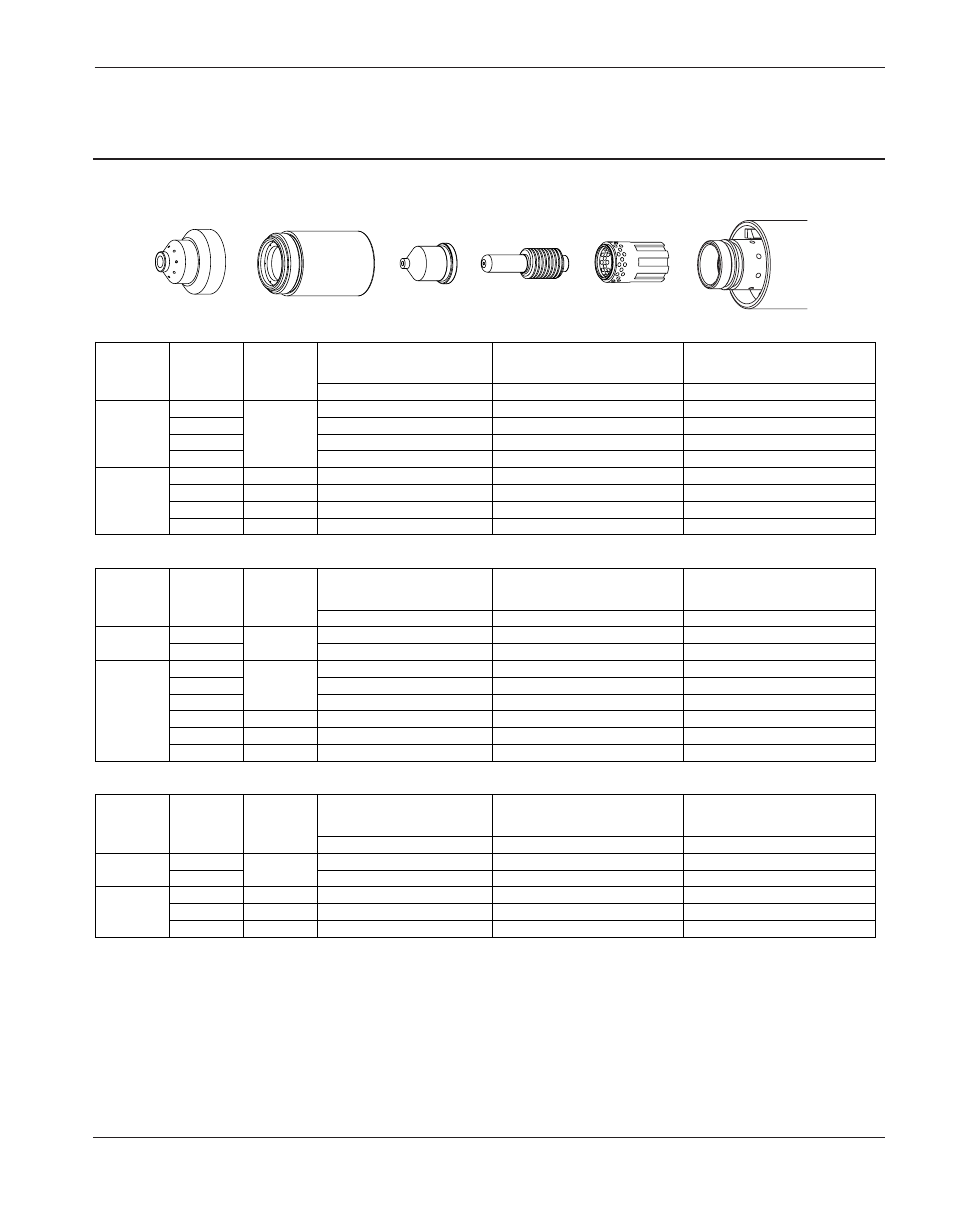
Consumibles mecanizados protegidos, protegidos de 40 Amps
• Distancia de la antorcha a la pieza para la siguiente tabla de cortes es de 1,5 mm para todos los cortes.
Capuchón de retención
120928
Boquilla
120932
Electrodo
120926
Difusor
120925
Antorcha
RT80M
Aislador
120930
mm
mm/min
mm/min
147
0,5
16205
10541
148
0,8
12700
8255
149
1,3
7925
5156
152
1,5
4470
2896
144
0,25
1,9
16256
5613
146
0,50
3,4
3835
2489
147
0,75
4,7
2464
1600
149
1,00
6,4
1880
1219
mm
mm/min
mm/min
139
0,5
16027
10414
139
0,8
12598
8179
142
1,3
15037
8509
144
1,5
9500
6172
144
1,9
5613
3658
147
0,50
3,4
2718
1778
149
0,75
4,7
1702
1118
149
1,00
6,4
1194
787
mm
mm/min
mm/min
150
0,8
15494
10084
152
1,5
6807
4420
146
0,25
2,4
7442
4826
149
0,50
3,2
5182
3378
151
1,00
6,4
1930
1245
40
25
0
0,25
0
40
25
40
25
0
Las velocidades máximas de desplazamiento son las velocidades más rápidas de desplazamiento posibles para
cortar el material sin que importe la calidad del corte. Las velocidades de desplazamiento óptimas dan el mejor
ángulo de corte, mínima escoria y el mejor acabado en la superficie de corte. Recuerde que las tablas de corte
tienen el propósito de proporcionar un buen punto donde comenzar para cada diferente requerimiento de
corte. Todo sistema de corte requiere “afinarse” para cada aplicación de corte para obtener la calidad de corte
deseada.
Corriente
del arco
Voltaje del
arco
Demora de
movimiento
Velocidades máximas
de avance
Velocidades óptimas
de avance
Espesor del metal
Corriente
del arco
Voltaje del
arco
Demora de
movimiento
Velocidades máximas
de avance
Velocidades óptimas
de avance
Espesor del metal
Corriente
del arco
Voltaje del
arco
Demora de
movimiento
Velocidades máximas
de avance
Velocidades óptimas
de avance
Espesor del metal
Acero al carbono
Acero inoxidable
Aluminio