Hypertherm RT80 Rev.1 Manual del usuario
Página 30
FUNCIONAMIENTO
4-12
RT80 / RT80M
Manual del operador
1
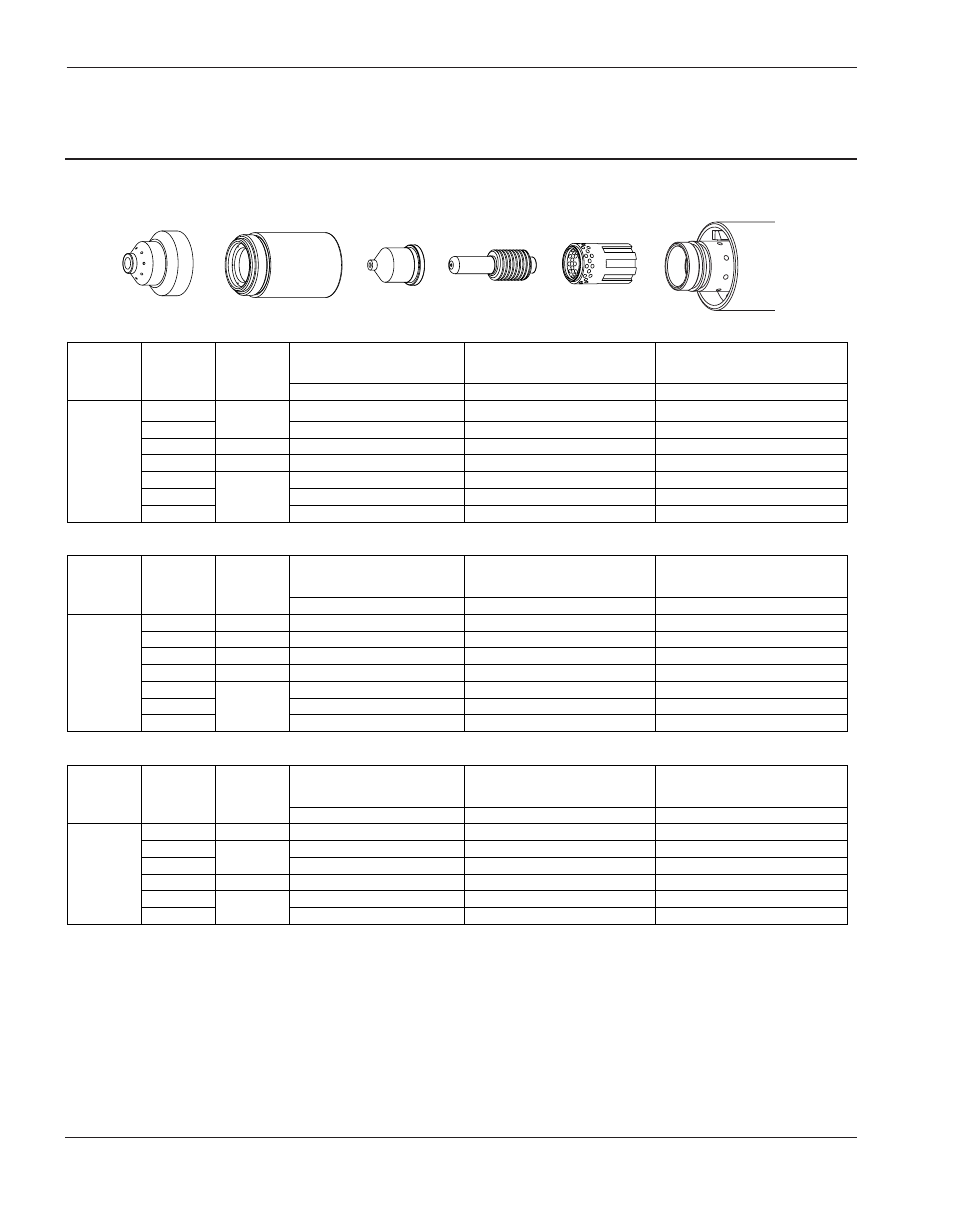
Capuchón de retención
120928
Boquilla
120931
Electrodo
120926
Difusor
120925
Antorcha
RT80M
Aislador
120930
mm
mm/min
mm/min
134
1,5
15926
12751
134
3,4
6706
5359
138
0,25
6,4
3353
2184
141
0,75
9,5
1600
1041
141
12,7
1067
686
147
15,9
787
512
153
19,0
559
363
mm
mm/min
mm/min
134
0
1,5
15875
10312
136
0,25
3,4
6198
4039
139
0,50
6,4
2794
1829
145
0,75
9,5
1346
864
146
12,7
889
584
149
15,9
660
429
154
19,0
457
297
mm
mm/min
mm/min
135
0
1,6
16916
10995
138
3,2
10160
6604
141
6,4
3683
2388
146
0,75
9,5
1880
1219
149
12,7
1295
762
153
15,9
838
545
60
60
60
0
1,50
2,00
0,25
1,50
* No se recomienda perforar materiales en esta gama, ya que acortará la vida útil de los consumibles. Se
recomienda comenzar los cortes al filo del metal.
Las velocidades máximas de desplazamiento son las velocidades más rápidas de desplazamiento posibles para
cortar el material sin que importe la calidad del corte. Las velocidades de desplazamiento óptimas dan el mejor
ángulo de corte, mínima escoria y el mejor acabado en la superficie de corte. Recuerde que las tablas de corte
tienen el propósito de proporcionar un buen punto donde comenzar para cada diferente requerimiento de
corte. Todo sistema de corte requiere “afinarse” para cada aplicación de corte para obtener la calidad de corte
deseada.
Consumibles mecanizados protegidos, protegidos de 60 Amps
• Distancia de la antorcha a la pieza para la siguiente tabla de cortes es de 1,5 mm para todos los cortes.
Corriente
del arco
Voltaje del
arco
Demora de
movimiento
Velocidades máximas
de avance
Velocidades óptimas
de avance
Espesor del metal
Corriente
del arco
Voltaje del
arco
Demora de
movimiento
Velocidades máximas
de avance
Velocidades óptimas
de avance
Espesor del metal
Corriente
del arco
Voltaje del
arco
Demora de
movimiento
Velocidades máximas
de avance
Velocidades óptimas
de avance
Espesor del metal
Acero al carbono
Acero inoxidable
Aluminio