Tabla de corte -11, Tabla de corte – Hypertherm RT80 Rev.1 Manual del usuario
Página 29
FUNCIONAMIENTO
RT80 / RT80M
Manual del operador
4-11
1
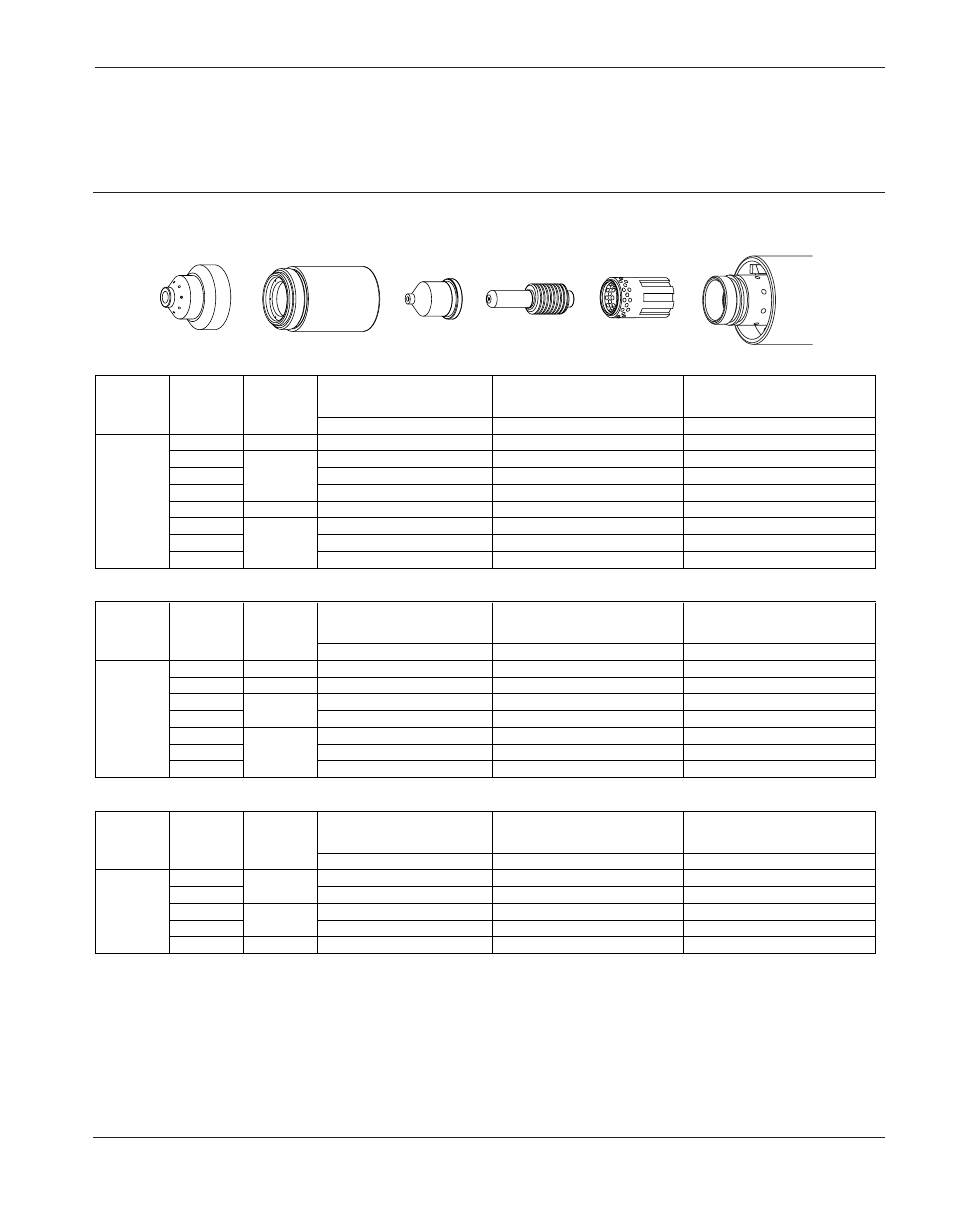
Tabla de corte
Consumibles mecanizados protegidos, protegidos de 80 Amps
• Distancia de la antorcha a la pieza para la siguiente tabla de cortes es de 1,5 mm para todos los cortes.
Capuchón de retención
120928
Boquilla
120927
Electrodo
120926
Difusor
120925
Antorcha
RT80M
Aislador
120930
mm
mm/min
mm/min
132
0,25
4,8
5486
3556
134
6,4
4089
2667
137
9,5
2388
1549
140
12,7
1524
991
145
1,00
15,9
1016
660
148
19,0
787
508
150
22,2
584
381
156
25,4
406
254
mm
mm/min
mm/min
134
0,25
4,8
5486
3556
136
0,50
6,4
4013
2616
139
9,5
2108
1372
142
12,7
1270
838
145
15,9
864
559
150
19,0
610
406
153
25,4
356
229
mm
mm/min
mm/min
134
3,2
11532
7493
139
6,4
4470
2896
143
9,5
3073
1524
146
12,7
1905
940
154
*
19,0
940
483
80
0,75
80
*
0,50
0,75
80
*
0,25
* No se recomienda perforar materiales en esta gama, ya que acortará la vida útil de los consumibles. Se
recomienda comenzar los cortes al filo del metal.
Las velocidades máximas de desplazamiento son las velocidades más rápidas de desplazamiento posibles para
cortar el material sin que importe la calidad del corte. Las velocidades de desplazamiento óptimas dan el mejor
ángulo de corte, mínima escoria y el mejor acabado en la superficie de corte. Recuerde que las tablas de corte
tienen el propósito de proporcionar un buen punto donde comenzar para cada diferente requerimiento de
corte. Todo sistema de corte requiere “afinarse” para cada aplicación de corte para obtener la calidad de corte
deseada.
Corriente
del arco
Voltaje del
arco
Demora de
movimiento
Velocidades máximas
de avance
Velocidades óptimas
de avance
Espesor del metal
Corriente
del arco
Voltaje del
arco
Demora de
movimiento
Velocidades máximas
de avance
Velocidades óptimas
de avance
Espesor del metal
Corriente
del arco
Voltaje del
arco
Demora de
movimiento
Velocidades máximas
de avance
Velocidades óptimas
de avance
Espesor del metal
Acero al carbono
Acero inoxidable
Aluminio