HEIDENHAIN iTNC 530 (60642x-04) Manual del usuario
Página 542
542
Programación: Mecanizado multieje
12.6 Cor
rección tr
idimensional de la her
ramienta (Opción de sof
tw
a
re
2)
Tabla de valores de corrección
Si se quiere crear la tabla de valores de corrección manualente y para
introducir datos, proceder de la siguiente manera:
Seleccionar gestión de ficheros: pulsar la tecla PGM MGT
Introducir un nombre de fichero con la extensión TAB y confrmarlo
con la tecla ENT: el TNC muestra una ventana con formatos de tabla
fijos
Con la tecla de flecha seleccionar el formato de tabla
3DTOOLCOMP.TAB
y confirmarlo con la tecla ENT: el TNC abre una tabla
nueva que sólo contiene una línea y las columnas necesarias para la
función de 3D-ToolComp.
El TNC evalúa las columnas siguientes de la tabla de valores de
corrección:
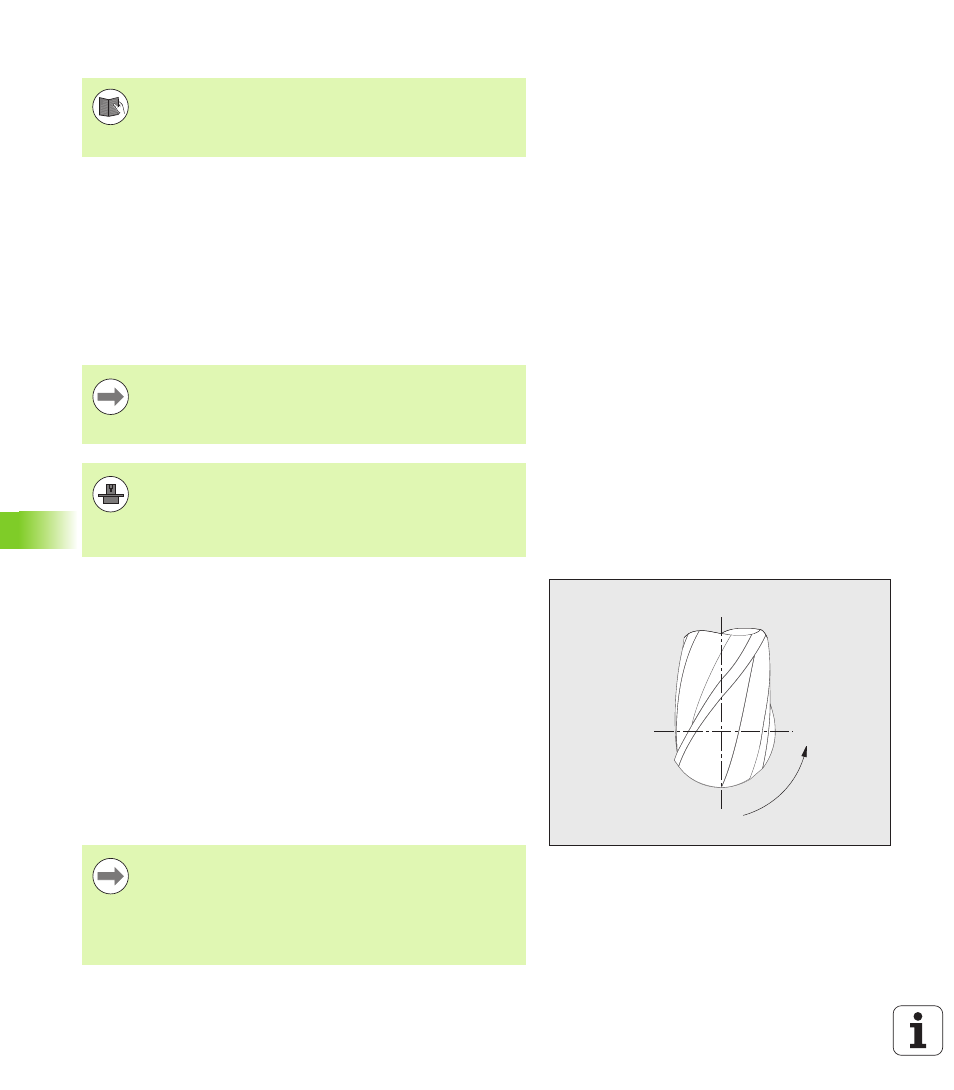
ANGLE
:
Ángulo en el filo cortante de herramienta al que pertenece el valor
de corrección NOM-DR2 determinado. Margen de introducción: 0° a
180°, para fresas esféricas los valores angulares de corrección se
encuentran entre 0° y 90°
NOM-R2
:
Radio teórico R2 de la herramienta. El TNC utiliza los valores de NOM-
R2
sólo para determinar el final de la tabla de valores de corrección:
el final de la tabla es la línea donde se encuentra anotado el valor=0
en la columna NOM-R2
NOM-DR2
:
Desviación del valor teórico, se permiten valores positivos
(sobremedida) y valores negativos (decremento)
El ciclo de medición por láser 598 genera
automáticamente la tabla de valores de corrección. Para
ello, tener en cuenta la documentación de los ciclos de
medición por láser.
La tabla de valores de corrección es una tabla de libre
definición. Más información sobre la utilización de tablas
de libre definición: Véase "Tabla de libre definición" en pág.
486.
Si el TNC al abrir un nuevo fichero TAB no muestra ninguna
ventana superpuesta o el formato de tabla 3DTOOLCOMP,
primero hay que generar los formatos de tabla con la
función COPY SAMPLE FILES.Véase “Copia de ficheros de
ejemplo” en pág. 673.
0°
+90°
+180°
El TNC evalúa un máx. de 50 líneas dentro de una tabla de
valores de corrección.
El TNC evalúa los valores de ángulo negativos de la
columna ANGLE, pero compensa siempre los valores de
corrección siempre en el margen de ángulo positivo de la
herramienta.