HEIDENHAIN TNC 122 User Manual Manual del usuario
Página 45
5
Edición de programas
TNC 122
45
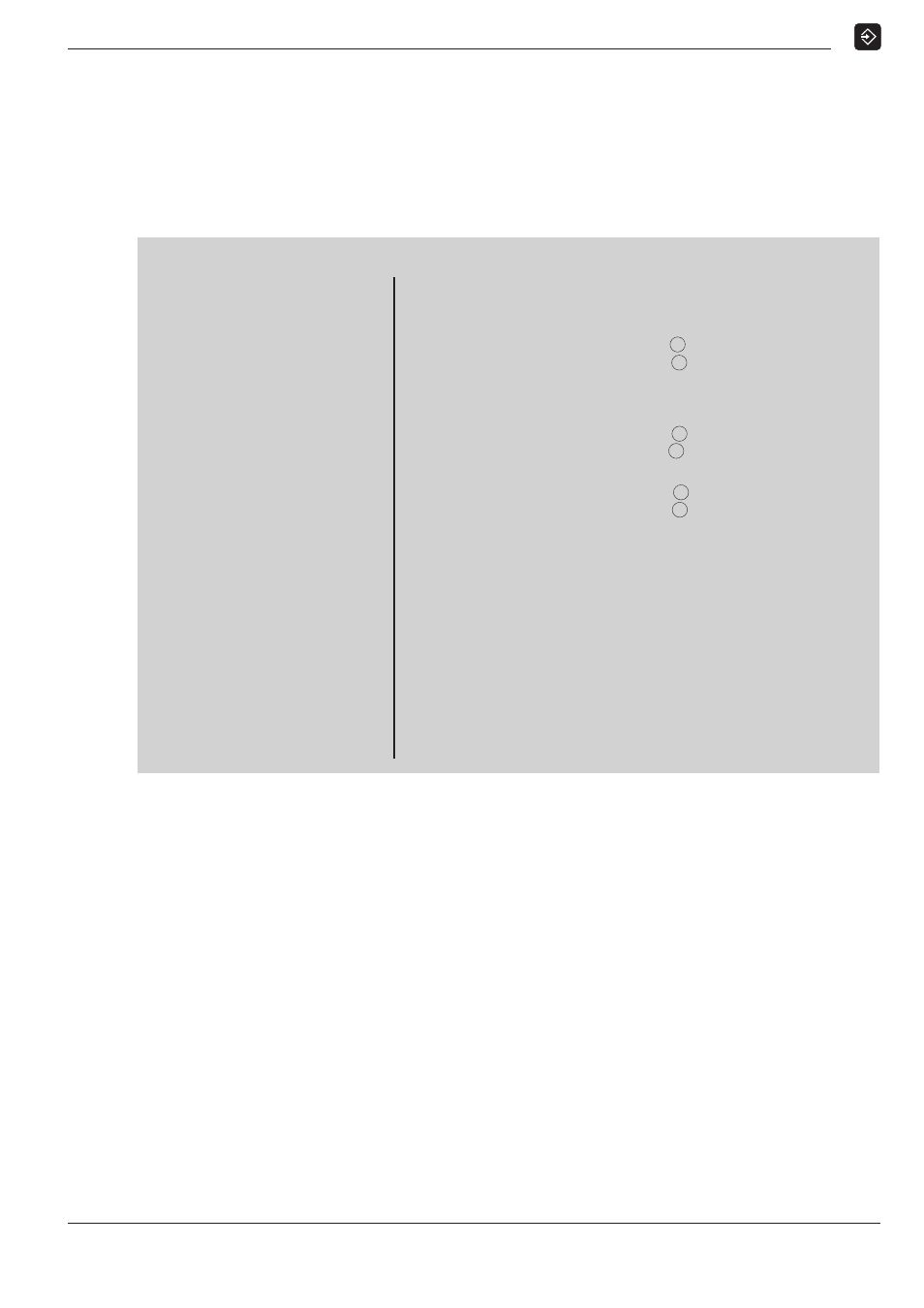
Subprograma
Después de un bloque CALL L , en el modo de funcionamiento
EJECUCION DE PROGRAMA se ejecutan los bloques de
programa que aparecen en el subprograma entre el bloque LBL
con el número llamado y el siguiente bloque con LBL 0.
El subprograma se ejecuta por lo menos una vez aun cuando no
exista ningún bloque CALL L.
Bloques de programa
0
BEGIN PGM 6
Comienzo de programa y número de programa
1
F 9999
Avance rápido para preposicionamiento
2
Z+20.000
Altura segura
3
X+20.000
R0
Coordenada X punto incisión ranura
1
4
Y+10.000
R0
Coordenada Y punto incisión ranura
1
5
M 3
Husillo MARCHA, giro horario
6
CALL L 1
Llamada a subprograma 1: ejecutar bloques 16 hasta 20
7
X+40.000
R0
Coordenada X punto incisión ranura
2
8
Y+50.000
R0
Coordenada Y punto incisión ranura
2
9
CALL L 1
Llamada a subprograma 1: ejecutar bloques 16 hasta 20
10
X+60.000
R0
Coordenada X punto incisión ranura
3
11
Y+40.000
R0
Coordenada Y punto incisión ranura
3
12
CALL L 1
Llamada a subprograma 1: ejecutar bloques 16 hasta 20
13
Z+20.000
Altura segura
14
M 2
PARADA ejecución programa, husillo PARO, refrigerante
CERRADO
15
LBL 1
Comienzo de subprograma 1
16
F 200
Avance de mecanizado durante el subprograma
17
Z–10.000
Incisión a la profundidad de ranura
18
IY+20.000
R0
Fresar ranura
19
F 9999
Avance rápido para retirada y preposicionamiento
20
Z+2.000
Retirada
21
LBL 0
Fin de subprograma 1
22
END PGM 6
Fin de programa y número de programa