Corrección del radio de la herramienta, A: ver "corrección del radio de – HEIDENHAIN TNC 320 (34055x-06) ISO programming Manual del usuario
Página 162
Programación: Herramientas
5.3
Corrección de la herramienta
5
162
TNC 320 | Modo de empleo Programación DIN/ISO | 1/2014
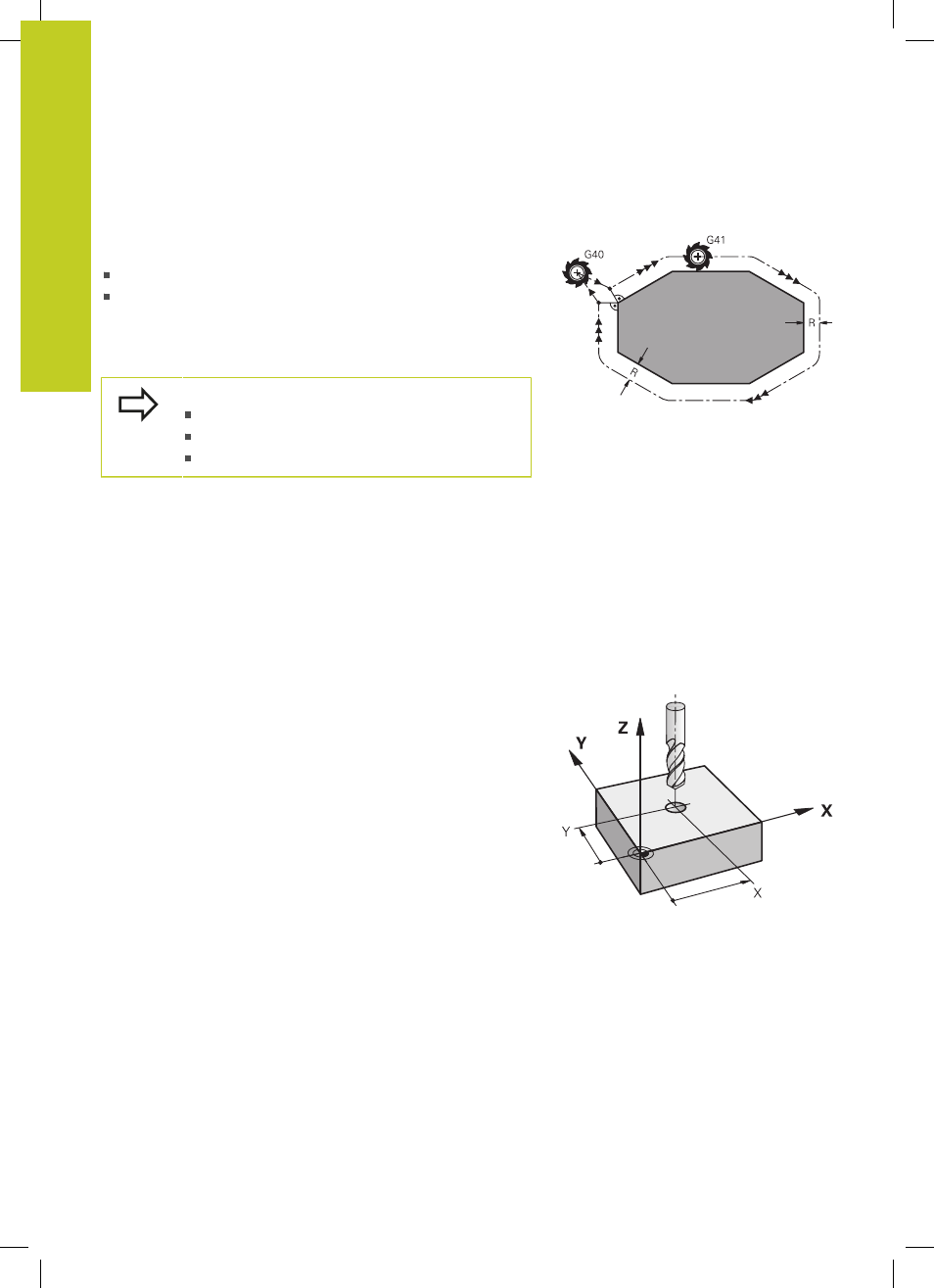
Corrección del radio de la herramienta
La frase del programa para el movimiento de la herramienta
contiene:
G41 ó G42 para una corrección del radio
G40, cuando no se quiere realizar ninguna corrección de radio
La corrección de radio actúa en cuanto se accede a una
herramienta y se desplaza en el plano de mecanizado con
G41 o
G42.
El TNC elimina la corrección de radio cuando:
se programa una frase lineal con
G40
se programa un
PGM CALL
se selecciona un nuevo programa con PGM MGT
En la corrección del radio el TNC tiene en cuenta los valores delta
tanto de la frase
T, como de la tabla de herramientas:
Valor de corrección =
R + DR
TOOL CALL
+
DR
TAB
con
R:
Radio de la herramienta
R desde la frase G99 o desde
la tabla de herramientas
DR
TOOL CALL
: Sobremedida
DR para el radio de una frase T
DR
TAB
:
Sobremedida
DR para el radio de una tabla de htas.
Movimientos de trayectoria sin corrección de radio: G40
El punto central de la herramienta se desplaza en el plano de
mecanizado sobre la trayectoria programada, o bien sobre las
coordenadas programadas.
Empleo: Taladros, posicionamientos previos.