Precalentamiento – Ivoclar Vivadent IPS InLine System Manual del usuario
Página 56
56
Precalentamiento
Después del tiempo de fraguado estipulado del respectivo material de revestimiento (IPS PressVEST o IPS PressVEST Speed),
el cilindro de revestimiento se prepara de la siguiente forma para el precalentamiento:
– Retire el calibre del anillo y base del anillo con un movimiento giratorio.
– Con cuidado empuje el cilindro de revestimiento fuera del anillo de silicona IPS.
– Elimine los puntos bastos de la superficie inferior del cilindro de revestimiento con un cuchillo para yeso y revise el ángu-
lo de 90º. Los residuos del material de revestimiento no deben penetrar en los bebederos. Si fuera necesario, sople los
bebederos.
– Si se precalientan juntos varios cilindros de revestimiento, márquelos con los respectivos colores de las pastillas.
– Si se colocan varios cilindros de revestimiento en el horno de precalentamiento utilizando el método Speed, asegúrese
de que la temperatura no desciende en exceso.
Tiempo de fraguado
Temperatura del horno de preca-
lentamiento
Colocación del cilindro de reves-
timiento en el horno
Pastillas IPS InLine PoM
IPS e.max AlOx Plunger/IPS One-
way plunger 300g
Tiempo de mantenimiento con tem-
peratura final de 850º C/1562º F
Importante
IPS PressVEST
min. 60 min
Comenzar con temperatura ambiente,
aumento de temperatura hasta
850 °C/1562 °F / 5 °C/9°F min
Hacia la pared posterior, inclinado con
la apertura hacia abajo
al menos 90 min.
IPS PressVEST Speed
mín. 30 minutos, máx. 45 minutos
Directamente 850 °C/1562 °F
Hacia la pared posterior, inclinado con
la apertura hacia abajo
al menos 90 min.
Si se precisan varios revestimientos
Speed, éstos deberán revestirse con-
secutivamente y colocarse en el horno
de precalentamiento con intervalos de
aprox. 20 minutos. Cuando se colo-
quen los cilindros de revestimiento en
el horno de precalentamiento,
asegúrese de que la temperatura del
horno no descienda en exceso. El tiem-
po de mantenimiento indicado comien-
za cuando se ha alcanzado de nuevo la
temperatura de precalentamiento.
Para asegurar un proceso de trabajo fiable en laboratorio a diario, es esencial un funcionamiento impecable de la
infraestructura, especialmente de los hornos de precalentamiento. Ello incluye su mantenimiento, limpieza con aspiradora
en frío, así como revisiones regulares por parte del fabricante de los controles de temperatura y elementos térmicos, etc.
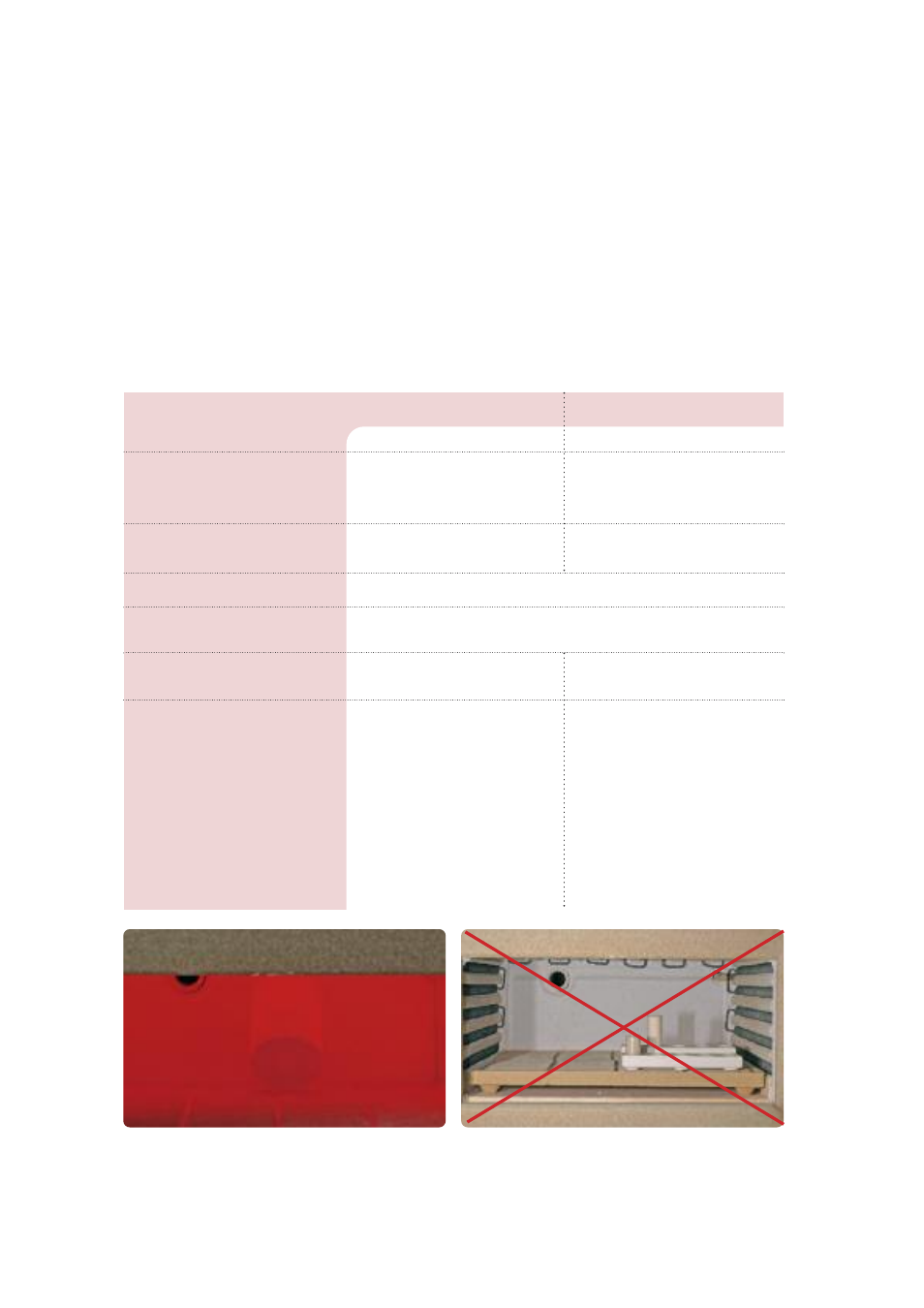
Coloque la mufla hacia la pared posterior, inclinada con la apertura boca abajo.
No precaliente la pastilla IPS InLine PoM ni el émbolo IPS One-Way plunger.
No precalentar
No precalentar