Operación de la antorcha mecanizada -12, Tabla de corte -12 – Hypertherm Powermax600 Rev.2 Manual del usuario
Página 36
FUNCIONAMIENTO
4-12
HYPERTHERM PMX600 Manual de Instrucciones
9/28/99
OPERACIÓN DE LA ANTORCHA MECANIZADA
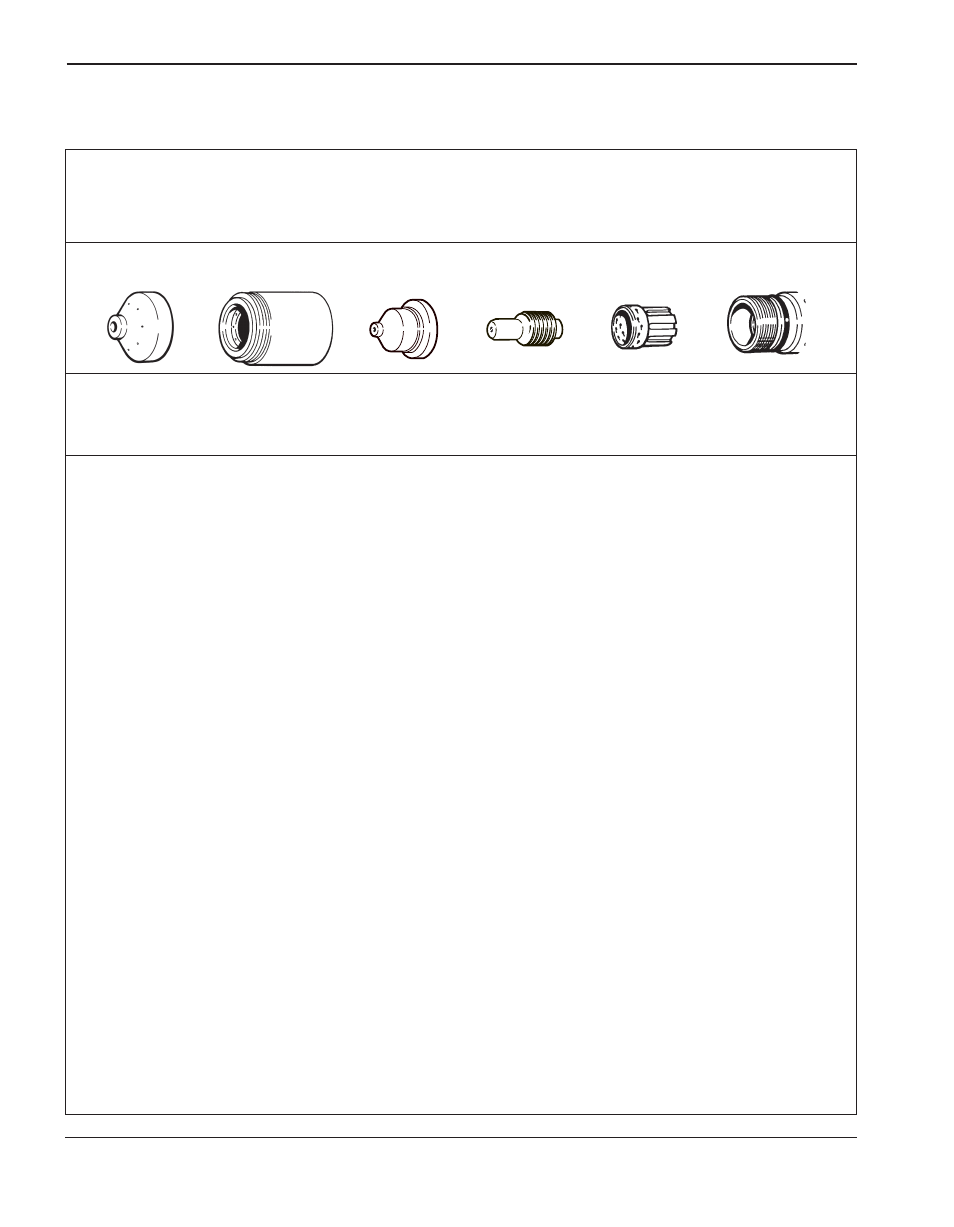
Tabla de corte – consumibles estándar de 40 amperios
• Se recomiendan los siguientes parámetros para cortes mecanizados.
• Distancia de la antorcha a la pieza para la siguiente tabla de cortes es de 1/16 inch / 1,5 mm para
todos los cortes.
Protección
120827
Capuchón de retención
120600
Boquilla
120826
Electrodo
120573
Difusor
120576
Antorcha
PAC123
Grosor
Corriente
Voltaje
Velocidad de avance
Retraso de
del material
de arco
de arco
recomendada
perforación
(ga. or in.) (mm)
Material
(A)
(
VDC
)
(ipm)
(mm/min.)
(
segundos
)
26 ga.
0,5
Acero al carbono
20
155
270
6850
0
16 ga.
1,5
Acero al carbono
20
155
70
1780
0
16 ga.
1,5
Acero al carbono
40
120
400
10150
0
1/8"
3
Acero al carbono
40
120
190
4950
0,5
1/4"
6
Acero al carbono
40
130
65
1680
1,0
3/8"
10
Acero al carbono
40
140
25
640
†
1/2"
13
Acero al carbono
40
140
18
460
†
5/8"
16
Acero al carbono
40
150
9
250
†
0.020"
1
Aluminio
20
170
160
4150
0
0.060"
1,5
Aluminio
20
170
130
3330
0
16 ga.
1,5
Aluminio
40
130
430
10900
0
1/8"
3
Aluminio
40
135
170
4450
0,5
1/4"
6
Aluminio
40
140
60
1620
1,0
3/8"
10
Aluminio
40
150
20
510
†
1/2"
13
Aluminio
40
150
16
410
†
5/8"
16
Aluminio
40
160
8
200
†
26 ga.
0,5
Acero inoxidable
20
160
230
5970
0
16 ga.
1,5
Acero inoxidable
20
160
50
1270
0
16 ga.
1,5
Acero inoxidable
40
130
400
10150
0
1/8"
3
Acero inoxidable
40
140
160
4060
0,5
1/4"
6
Acero inoxidable
40
140
50
1320
1,0
3/8"
10
Acero inoxidable
40
140
20
510
†
1/2"
13
Acero inoxidable
40
150
13
330
†
5/8"
16
Acero inoxidable
40
160
7
180
†
† Para cortar material con espesor mayor que 6mm. arranque la antorcha al borde de la parte que está trabajándose.