HEIDENHAIN TNC 620 (73498x-01) Manual del usuario
Página 536
536
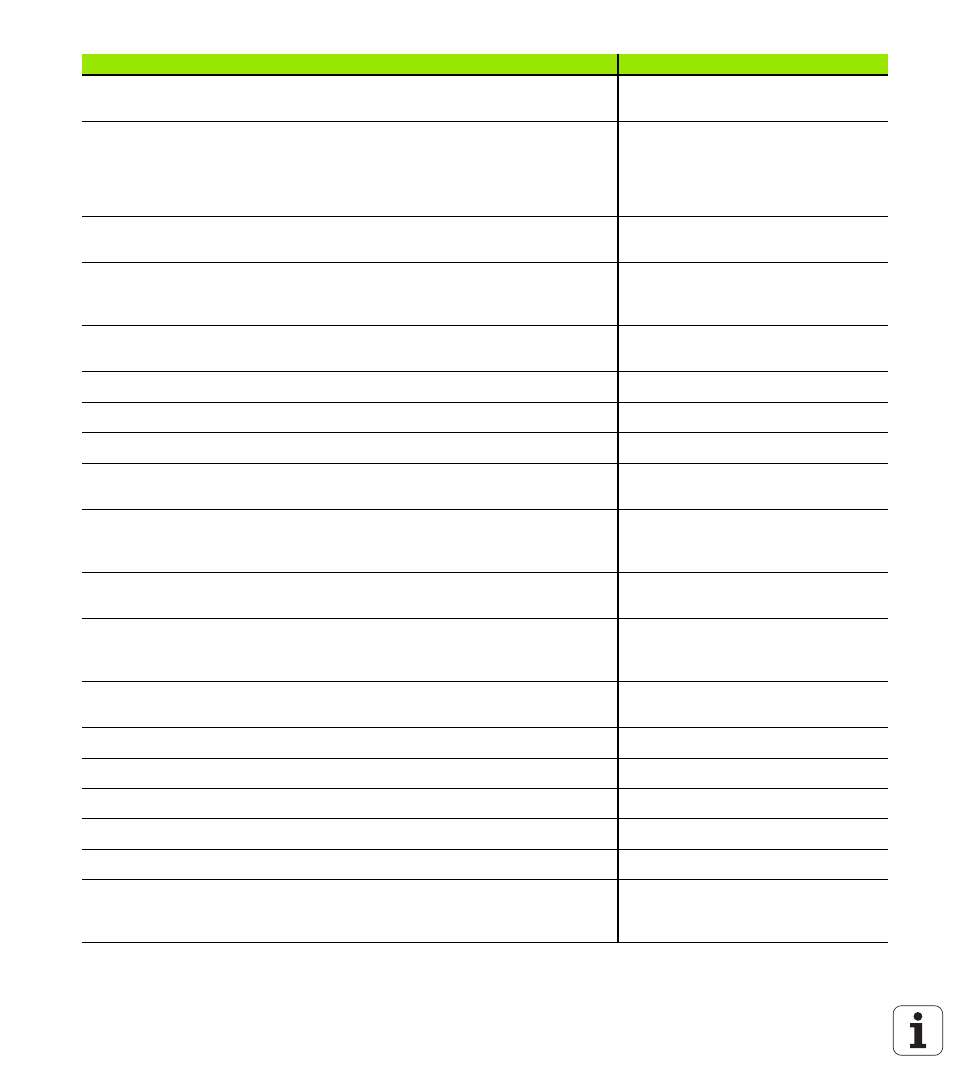
M107
M108
Suprimir el aviso de error en herramientas gemelas con sobremedida
Anular M107
X
X
M109
M110
M111
Velocidad constante en el extremo de la herramienta
(Aumento y reducción del avance)
Velocidad constante en el extremo de la herramienta
(sólo reducción del avance)
Anular M109/M110
X
X
M112
M113
Añadir curvas a cualquier otra transición del contorno
Anular M112
–
X
M114
M115
Corrección automática de la geometría de la máquina al trabajar con ejes
basculantes
Anular M114
–
X, opción 08
M116
M117
Avance en mesas giratorias en mm/min
Anular M116
X, opción 08
X, opción 08
M118
Superposicionamiento del volante durante la ejecución del programa
X, opción 21
X
M120
Cálculo previo del contorno con corrección de radio (LOOK AHEAD)
X, opción 21
X
M124
Filtro del contorno
–
X
M126
M127
Desplazamiento de los ejes giratorios en un recorrido optimizado
Anular M126
X
X
M128
M129
Mantener la posición de la punta de la herramienta durante el
posicionamiento de ejes basculantes (TCPM)
Anular M126
X, opción 09
X, opción 09
M130
En la frase de posicionamiento: los puntos se refieren al sistema de
coordenadas sin inclinar
X
X
M134
M135
Parada de precisión en transiciones no tangentes en los
posicionamientos con ejes rotativos
Anular M134
–
X
M136
M137
Avance F en milímetros por vuelta del cabezal
Anular M136
X
X
M138
Selección de ejes basculantes
X
X
M140
Retirada del contorno en dirección al eje de la herramienta
X
X
M141
Suprimir la supervisión del palpador
X
X
M142
Borrar las informaciones modales del programa
–
X
M143
Borrar el giro básico
X
X
M144
M145
Consideración de la cinemática de la máquina en posiciones
REAL/NOMINAL al final de la frase
Anular M144
X, opción 09
X, opción 09
M
Funcionamiento
TNC 620
iTNC 530