HEIDENHAIN TNC 620 (73498x-01) Manual del usuario
Página 221
Advertising
HEIDENHAIN TNC 620
221
6.6 Bahnbew
e
gung
e
n – F
reie K
ont
ur
-Pr
ogr
ammier
ung FK (Sof
tw
ar
e-Option
A
d
v
a
nced pr
ogr
a
mming f
eat
ur
es)
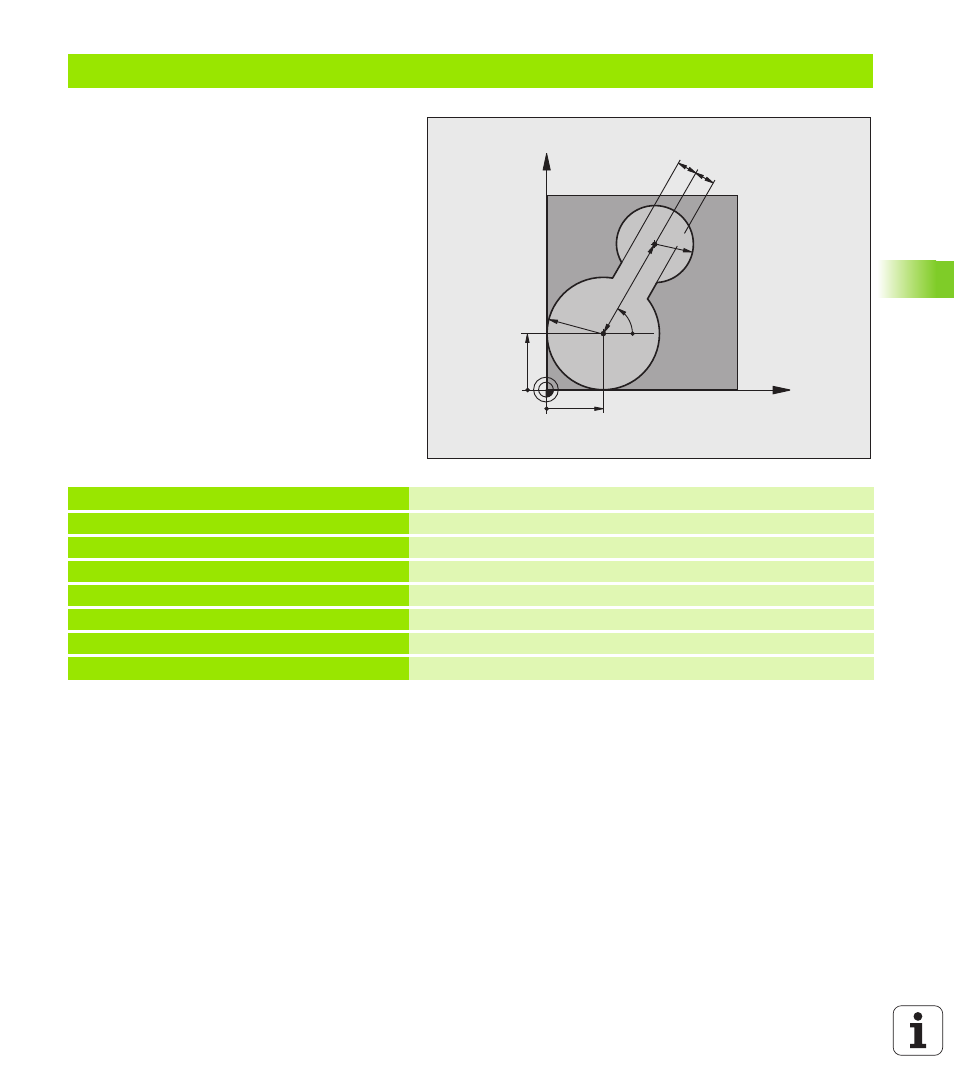
Ejemplo: Programación FK 2
0 BEGIN PGM FK2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definición de la pieza en bruto
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S4000
Llamada a una herramienta
4 L Z+250 R0 FMAX
Retirar la herramienta
5 L X+30 Y+30 R0 FMAX
Posicionamiento previo de la herramienta
6 L Z+5 R0 FMAX M3
Posicionamiento previo del eje de la herramienta
7 L Z-5 R0 F100
Desplazamiento a la profundidad de mecanizado
X
Y
30
30
R30
R20
60°
55
10
10
Advertising