8 ciclos par a el planeado – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Manual del usuario
Página 444
444
8 Programación: Ciclos
8.8 Ciclos par
a
el planeado
8
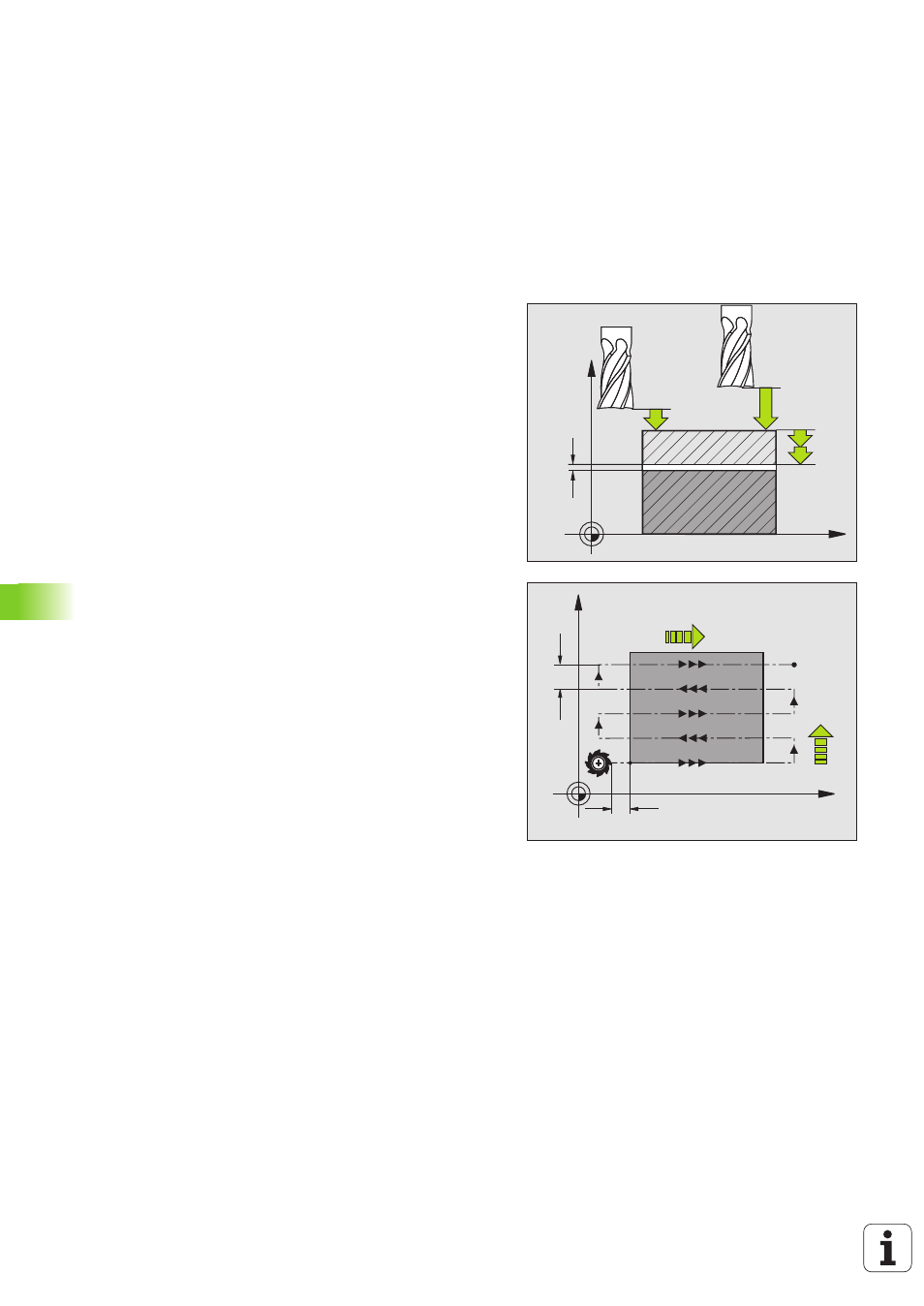
Profundidad de aproximación máxima
Q202
(incremental): Medida a la que la herramienta
correspondiente se aproxima como máximo. El TNC
calcula la profundidad de aproximación real de la
diferencia entre el punto final y el de arranque en el
eje de la herramienta – considerando la sobremedida
de acabado – de tal forma que se mecanicen con la
misma profundidad de aproximación
8
Profundidad de sobremedida de acabado
Q369
(incremental): Valor con el que se debe desplazar la
última aproximación
8
Máx. factor de solapamiento de trayectoria
Q370:
Aproximación lateral máxima k.El TNC calcula la
aproximación real lateral según la segunda longitud
lateral (Q219) y el radio de la herramienta de tal forma
que se mecanice correspondientemente con
aproximación constante lateral. Si se ha introducido
en la tabla de herramientas un radio R2 (por ej. radio
de discos en la utilización de un cabezal lector), el TNC
disminuye la aproximación lateral correspondiente
8
Avance de fresado
Q207: Velocidad de
desplazamiento de la hta. en el fresado en mm/min
8
Avance de acabado
Q385: Velocidad de
desplazamiento de la hta. al realizar el fresado de la
última aproximación en mm/min
8
Avance de posicionamiento previo
Q253: Velocidad
de recorrido de la herramienta en el desplazamiento
desde la posición de arranque y en desplazamiento a
la próxima línea en mm/min; si se desplaza en el
material transversalmente (Q389=1), el TNC desplaza
la aproximación transversal con el avance de fresado
Q207
X
Z
Q202
Q200
Q204
Q369
X
Y
Q357
Q253
Q207
k