HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Manual del usuario
Página 376
376
8 Programación: Ciclos
8.4 Ciclos par
a
el fr
esado de cajer
a
s, islas y r
a
nur
a
s
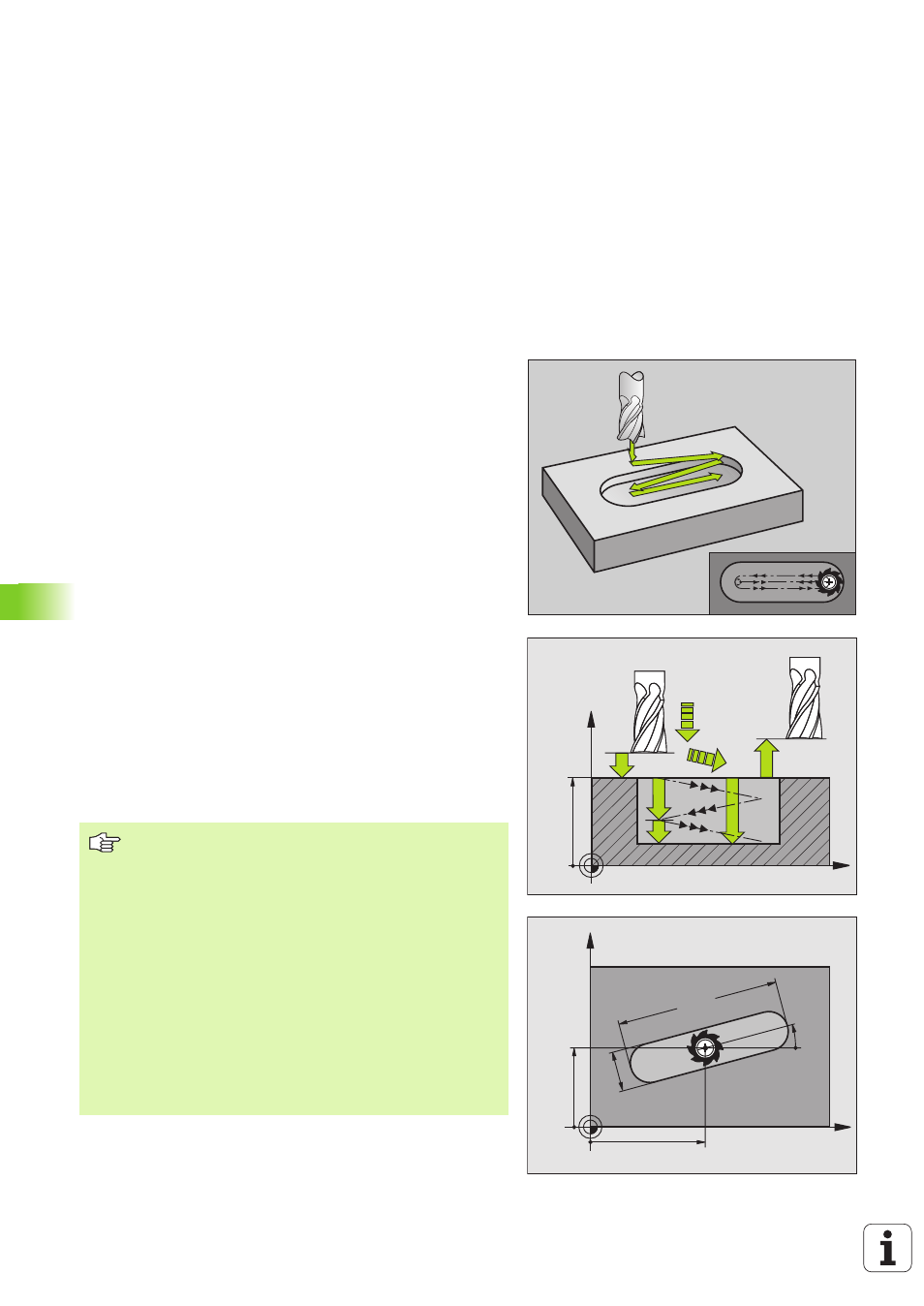
RANURA (taladro coliso) con profundización
pendular (ciclo G210)
Desbaste
1
El TNC posiciona la hta. en marcha rápida en el eje de la misma a
la 2ª distancia de seguridad y a continuación al centro del círculo
izquierdo; desde allí el TNC posiciona la hta. a la distancia de
seguridad sobre la superficie de la pieza
2
La herramienta se desplaza con el avance de fresado sobre la
superficie de la pieza; desde allí la fresa se desplaza en dirección
longitudinal a la ranura y penetra inclinada en la pieza hacia el
centro del círculo derecho
3
A continuación la hta. profundiza según una línea inclinada hasta el
centro del círculo izquierdo; estos pasos se repiten hasta alcanzar
la profundidad de fresado programada
4
En la profundidad de fresado programada, el TNC desplaza la hta.
para realizar el fresado horizontal, hasta el otro extremo de la
ranura y después al centro de la misma
Acabado
5
El TNC posiciona la herramienta en el centro del círculo izquierdo
de la ranura y desde allí la desplaza tangencialmente al final
izquierdo de la misma; después el TNC acaba el contorno de forma
síncrona (con M3). Si se introducen, también en varios pasos de
profundización
6
Al final del contorno la herramienta se desplaza – retirándose
tangencialmente del contorno – al centro del círculo izquierdo de la
ranura
7
Para finalizar la hta. retrocede en marcha rápida a la distancia de
seguridad, y si se ha programado, a la 2ª distancia de seguridad
X
Z
Q200
Q201
Q207
Q202
Q203
Q204
X
Y
Q219
Q218
Q217
Q216
Q224
Antes de la programación deberá tenerse en cuenta
El TNC posiciona previamente la hta. de forma automática
en el eje de la misma y en el plano de mecanizado.
En el desbaste la hta. profundiza en la pieza de forma
pendular de un extremo a otro. Por ello no se precisa el
taladrado previo.
En el ciclo, el signo del parámetro Profundidad determina
la dirección del mecanizado. Si se programa la profundidad
= 0, el TNC no ejecuta el ciclo.
Seleccionar el diámetro de la fresa que no sea mayor a la
anchura de la ranura y que no sea menor a un tercio de la
misma.
Seleccionar el diámetro de la fresa menor a la mitad de la
longitud de la ranura: De lo contrario el TNC no puede
realizar la introducción pendular.