Programar la primera pieza 1.3 – HEIDENHAIN TNC 640 (34059x-02) ISO programming Manual del usuario
Página 55
Programar la primera pieza
1.3
1
TNC 640 | Modo de empleo Programación DIN/ISO | 12/2013
55
INTRODUCIR 0 para retirar la herramienta: Pulsar
la tecla de eje naranja Z, para retirar en el eje de
la herramienta,e introducir el valor para la posición
que se debe buscar, p. ej. 250. Confirmar con la
tecla ENT
Corrección de radio: RL/RR/Sin correcc.?
confirmar con la tecla ENT: corrección de radio sin
activar
¿Función auxiliar M? Introducir M2 para finalizar
el programa y confirmar con la tecla END : El TNC
memoriza la frase de desplazamiento introducida
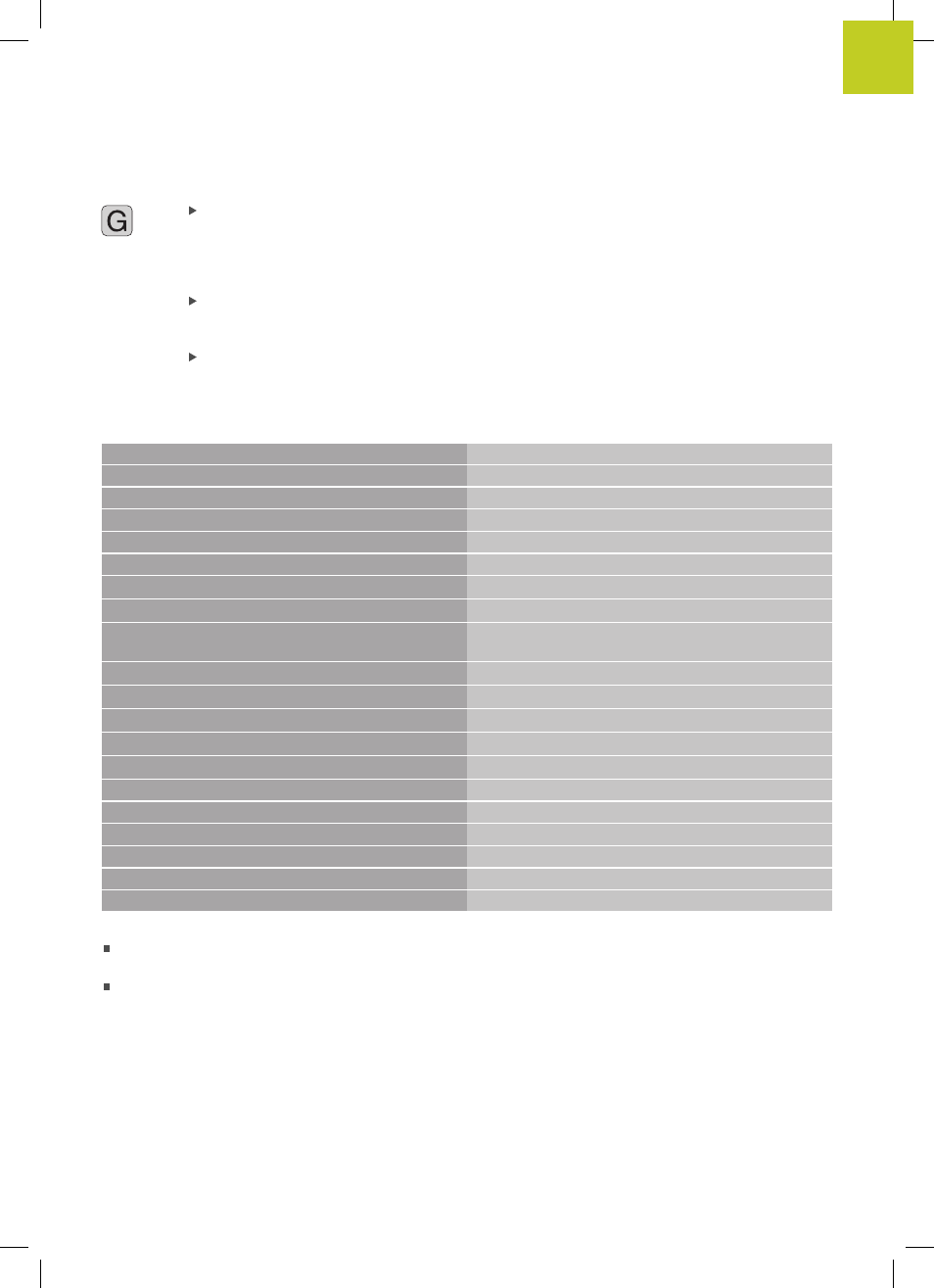
Ejemplo de frases NC
%C200 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
Definición de la pieza en bruto
N20 G31 X+100 Y+100 Z+0 *
N30 T5 G17 S4500 *
Llamada a una herramienta
N40 G00 G40 G90 Z+250 *
Retirar la herramienta
N50 G200 TALADRAR
Definición del ciclo
Q200=2
;DIST. DE SEGURIDAD
Q201=-20
;PROFUNDIDAD
Q206=250
;PARA APROXIMACIÓN DE
PROFUNDIDAD
Q202=5
;PROFUNDIDAD DE APROX.
Q210=0
;TPO. ESPERA ENCIMA
Q203=-10
;COORDENADAS SUPERFICIE
Q204=20
;2ª DISTANCIA DE SEGURIDAD
Q211=0.2
;TIEMPO DE ESPERA ABAJO
N60 X+10 Y+10 M13 M99 *
Husillo y refrigerante ON, llamar ciclo
N70 X+10 Y+90 M99 *
Llamar al ciclo para su ejecución
N80 X+90 Y+10 M99 *
Llamar al ciclo para su ejecución
N90 X+90 Y+90 M99 *
Llamar al ciclo para su ejecución
N100 G00 Z+250 M2 *
Retirar la herramienta, final del programa
N99999999 %C200 G71 *
Informaciones detallada respecto a este tema
Crear programa nuevo: ver "Abrir programas e introducir datos",
Página 93
Programación de ciclos: ver Modo de Empleo Ciclos