Plasma aire / gas protector aire – Hypertherm MAX200 Hand Torch Plasma Arc Cutting System Manual del usuario
Página 52
15
MODO DE OPERAR
2-38
MAX200
(Soplete mecanizado) Manual del operador
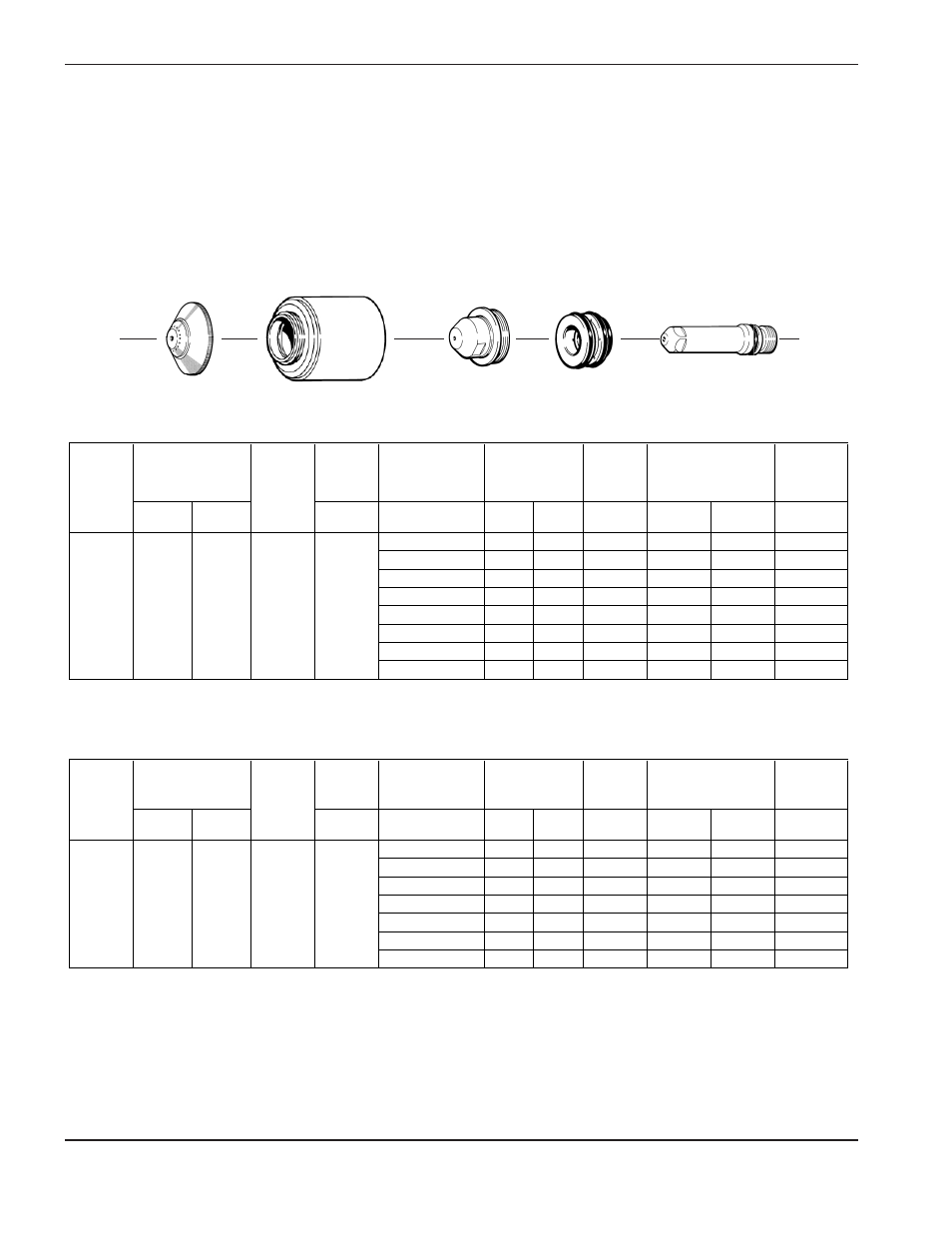
Acero inoxidable – Pieza sumergida 75 mm en agua
200 amperios
•
Plasma aire / gas protector aire
Esta combinación de gases proporciona una buena velocidad de corte, unos niveles bajos de escoria y es
muy económico. La superficie puede quedar ligeramente enriquecida con nitrógeno y con óxidos de los
elementos de aleación.
Fije la presión de entrada del gas plasma a 6,2 bar.
Fije la presión de entrada del gas protector a 6,2 bar.
Si las mangueras del soplete son más largas de 15 m., aumente la presión TEST (AJUSTE) 0,34 bar por cada 15 m de longitud
adicional de manguera.
* No se recomienda corte de producción arriba de un espesor de 21 mm.
020424
Protector
020608
Boquilla
020423
Capuchón de retención
220021
Electrodo
020607
Difusor
3/16
1/8
3
125
210
5320
0,0
1/4
1/8
3
130
180
4500
0,5
3/8
1/8
3
135
125
3150
1,0
1/2
1/8
3
140
90
2300
2,0
5/8
,16
4
145
60
1520
2,0
3/4
3/16
5
145
45
1150
2,5
7/8
1/4
6
150
30
750
3,0
1
1/4
6
155
22
570
*
5
3
1/8
125
5320
210
0,0
6
3
1/8
130
4500
180
0,5
10
3
1/8
135
3150
125
1,0
12
3
1/8
140
2300
90
2,0
15
4
,16
145
1520
60
2,0
20
5
3/16
145
1150
45
2,5
25
6
1/4
155
570
22
*
58-62
280
4,8
31
3,0-3,3
4,0-4,3
132
70
66
44-48
% Flujo
del gas
plasma
(SCFH)
% Flujo
del gas
plasma
(l/min)
% Flujo
del gas
protector
(SCFH)
% Flujo
del gas
protector
(l/min)
Presión
gas de
protección
Presión
gas de
protección
Espesor
del metal
Espesor
del metal
Distancia
antorcha-pieza
Distancia
antorcha-pieza
Ajuste
voltaje
de arco
Velocidad de
desplazamiento
Velocidad de
desplazamiento
Tiempo aprox.
de retraso de
movimiento
Tiempo aprox.
de retraso de
movimiento
(pulgada)
(pulgada)
(pulgada)
(pulg./min)
(pulg./min)
(V)
Ajuste
voltaje
de arco
(V)
(seg.)
(seg.)
Presión del gas
Presión del gas
INGLÉS
MÉTRICO
Test
(psi)
Run
(psi)
(psi)
(mm)
(mm/min)
Test
(bar)
Run
(bar)
(bar)
(mm)
(mm)
(mm/min)