Plasma n, Gas protector co – Hypertherm MAX200 Hand Torch Plasma Arc Cutting System Manual del usuario
Página 42
15
MODO DE OPERAR
2-28
MAX200
(Soplete mecanizado) Manual del operador
Aluminio – Sobre agua
200 amperios
•
Plasma N
2
/ gas protector CO
2
Esta combinación de gases se emplea cuando la calidad del corte es menos importante. El uso de esta
combinación de gases prolonga la vida del electrodo.
Fije la presión de entrada del gas plasma a 8,3 bar.
Fije la presión de entrada del gas protector a 6,2 bar.
Si las mangueras del soplete son más largas de 15 m., aumente la presión TEST (AJUSTE) 0,34 bar por cada 15 m de longitud
adicional de manguera.
* No se recomienda corte de producción arriba de un espesor de 21 mm.
020424
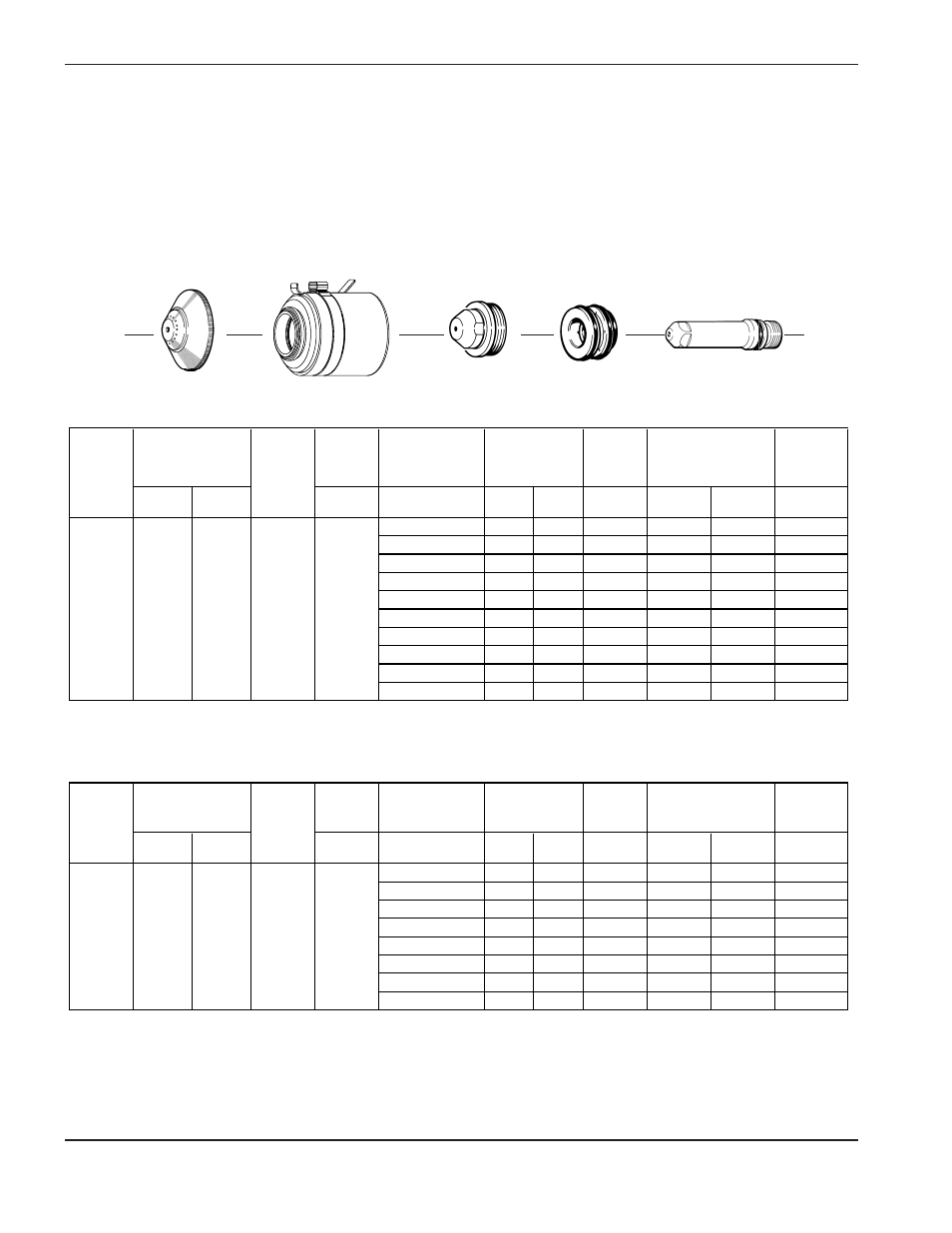
Protector
020608
Boquilla
120837
Capuchón de retención
020415
Electrodo
020607
Difusor
3/16
1/8
3
130
185
4700
0,5
1/4
1/8
3
135
160
4050
1,0
3/8
1/8
3
135
120
3050
2,0
1/2
1/8
3
140
95
2400
2,5
5/8
,16
4
140
70
1800
2,5
3/4
3/16
5
150
55
1400
3,0
7/8
1/4
6
160
42
10580
3,0
1
1/4
6
165
33
840
*
1-1/4
1/4
6
175
20
510
*
1-1/2
5/16
8
185
11
280
*
5
3
1/8
130
4700
185
0,5
6
3
1/8
135
4050
160
1,0
10
3
1/8
135
3050
120
2,0
12
3
,16
140
2400
95
2,5
15
4
,16
140
1800
70
2,5
20
5
3/16
150
1400
55
3,0
25
6
1/4
165
840
33
*
32
6
1/4
175
510
20
*
28
2,5-2,8
3,6-3,9
99
4,0
60
36-40
52-56
210
60
% Flujo
del gas
plasma
(SCFH)
% Flujo
del gas
plasma
(l/min)
% Flujo
del gas
protector
(SCFH)
% Flujo
del gas
protector
(l/min)
Presión
gas de
protección
Presión
gas de
protección
Espesor
del metal
Espesor
del metal
Distancia
antorcha-pieza
Distancia
antorcha-pieza
Ajuste
voltaje
de arco
Velocidad de
desplazamiento
Velocidad de
desplazamiento
Tiempo aprox.
de retraso de
movimiento
Tiempo aprox.
de retraso de
movimiento
(pulgada)
(pulgada)
(pulgada)
(pulg./min)
(pulg./min)
(V)
Ajuste
voltaje
de arco
(V)
(seg.)
(seg.)
Presión del gas
Presión del gas
INGLÉS
MÉTRICO
Test
(psi)
Run
(psi)
(psi)
(mm)
(mm/min)
Test
(bar)
Run
(bar)
(bar)
(mm)
(mm)
(mm/min)