Aire, Acero al carbono, Plasma o – Hypertherm HT4400 Manual del usuario
Página 29: Gas protector air 300 a, Inglés, Métrico
2-16
HT4400
Manual del operador
Acero al carbono
Plasma O
2
/ gas protector Air
300 A
9
Air
Taza de Flujo a 8,3 bar
(scfh / sclh)
Aire
O
2
Preflujo
172,5 / 4860 57,2 / 1620
Flujo de corte
157,5 / 4440 84,3 / 2388
*
No se recomienda la perforación.
**
El cortar a estos espesores puede resultar in variación incrementada del ángulo de corte y aspereza de la superficie. Para
mejoramiento con algunos materiales reduzca de velocidad de corte 5%-10%.
La presión de entrada mínima se mantiene en la fijación de 8,3 bar para todos los grosores de materiales.
Presiones aproximadas mientras se corta en el modo RUN (MARCHA):
PG1
72
PG2
35
+ SilverPlus proporciona una vida útil más larga en la mayoría de las aplicaciones. El hafnio se desgasta aproximadamente dos
veces la profundidad de la de los electrodos hechos completamente de cobre (120810 400A y 120802 300A). Tal vez debería
incrementarse el voltaje del arco por 5-10 voltios en toda la vida útil del electrodo para mantener los parámetros apropiados
de la altura de corte.
MV1 MV2 MV3 MV4 MV5
MV6 MV7 PG1 PG2 PG1 PG2
1/4**
120
,062
2
190
4830
,125
3
0,3
3/8**
125
,125
3
160
4060
,250
6
0,5
1/2
130
,157
4
120
3050
,314
8
0,7
5/8
135
,188
5
100
2540
,375
10
0,9
3/4
140
,188
5
80
2030
,375
10
1,1
7/8
145
,188
5
70
1780
,375
10
1,3
1
145
,188
5
55
1400
,375
10
1,5
1-1/8
150
,188
5
50
1270
*
*
*
1-1/4
155
,250
6
45
1140
*
*
*
1-1/2
155
,250
6
35
890
*
*
*
46
0
0
10
24
35
35
20
42
46
35
MV1 MV2 MV3 MV4 MV5
MV6 MV7 PG1 PG2 PG1 PG2
mm
6**
120
2
,062
5108
201
3
,125
0,3
10**
125
3
,125
3871
153
6
,250
0,5
12
130
4
,157
3226
127
8
,314
0,7
15
135
5
,188
2681
106
10
,375
0,9
20
140
5
,188
1935
76
10
,375
1,1
22
145
5
,188
1796
71
10
,375
1,3
25
145
5
,188
1419
56
10
,375
1,5
30
150
5
,188
1213
48
*
*
*
32
155
6
,250
1134
45
*
*
*
35
155
6
,250
1014
40
*
*
*
46
0
0
10
24
35
35
20
42
46
35
Preflujo de prueba y ajuste de flujo de corte
(psi)
Verificación
de preflujo
de prueba
(psi)
Verificación
de flujo de
corte de
prueba(psi)
Espesor
del metal
Voltaje
de arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura inicial
para perforar
Demora de
perforado
Plasma
Aislador
Plasma
Aislador
Pulgada
Volts
pulgada
mm
mm/m pulgada
mm
seg.
ipm
INGLÉS
Preflujo de prueba y ajuste de flujo de corte
(psi)
Verificación
de preflujo
de prueba
(psi)
Verificación
de flujo de
corte de
prueba(psi)
Espesor
del metal
Voltaje
de arco
Distancia
antorcha-pieza
Velocidad
de corte
Altura inicial
para perforar
Demora de
perforado
Plasma
Aislador
Plasma
Aislador
Volts
mm
pulgada
ipm
mm
pulgada
seg.
mm/m
MÉTRICO
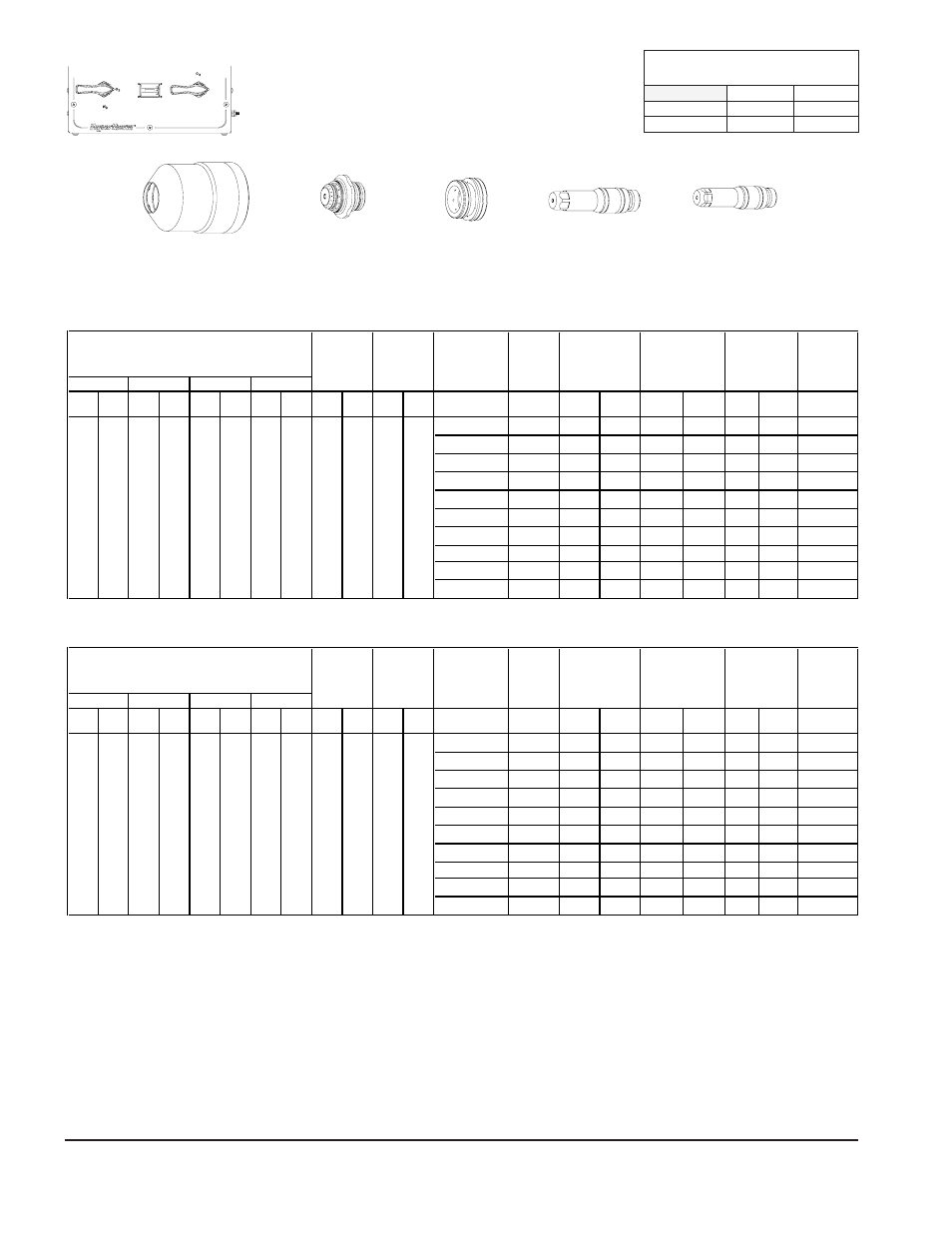
120786
Capuchón de retención
120794
Boquilla
120913
Difusor
120802
(estándar)
Electrodo
220412
+
(opcional)
SilverPlus
electrodo