Datos de rendimiento y proceso -13, Datos de rendimiento y proceso, Modo de operar – Hypertherm HT4400 Manual del usuario
Página 26
MODO DE OPERAR
2
HT4400
Manual del operador
2-13
Datos de Rendimiento y Proceso
Antes de empezar el corte, verifique todos los ajustes y controles e inspeccione las piezas
de la antorcha para ver si hay daño o desgaste.
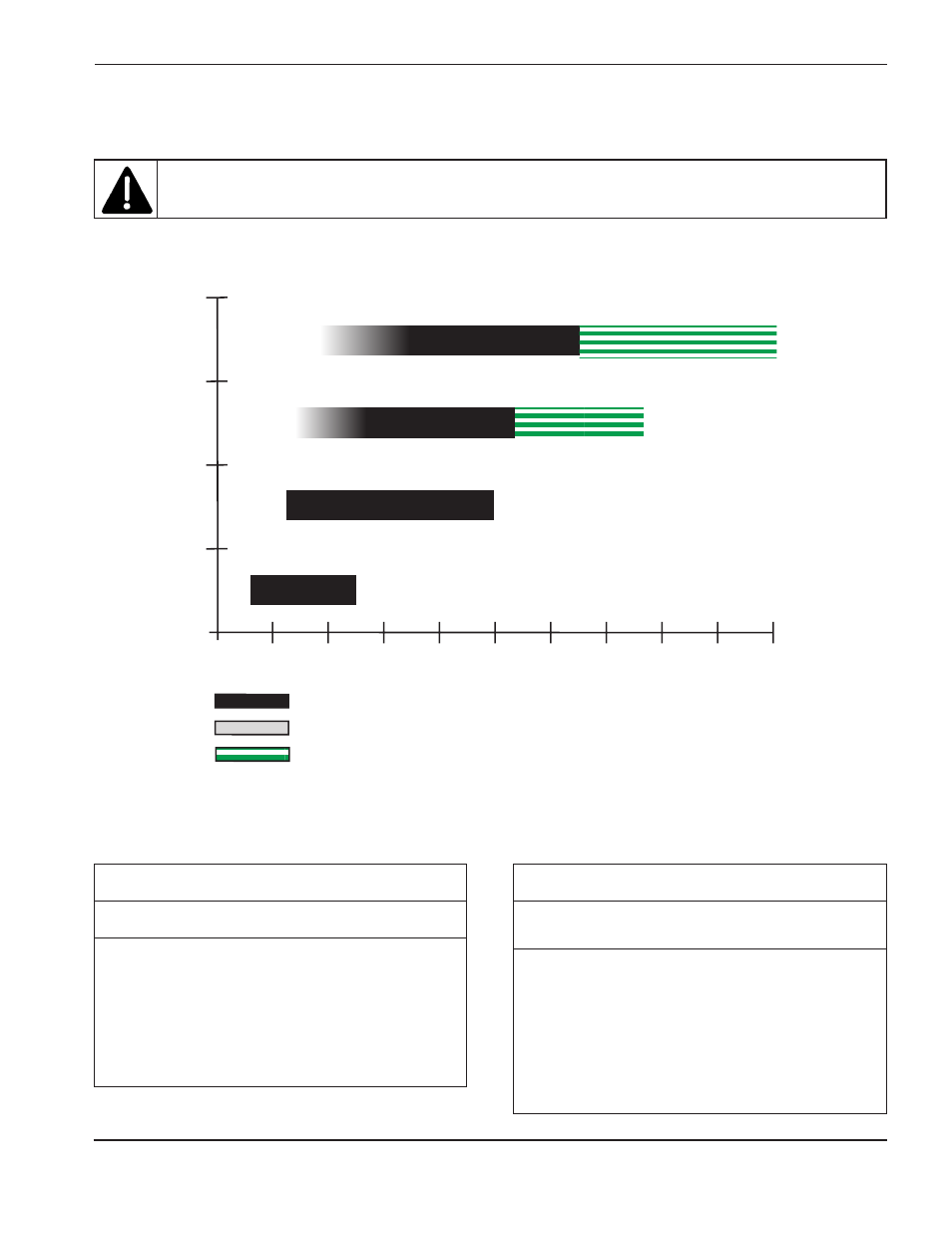
100A
200A
300A
400A
0
0.2
5.1
0.4
10.2
0.6
15.2
0.8
20.3
1.2
30.5
1.4
35.6
1.6
40.6
1.8
45.7
1.0
25.4
2.0
50.8
Thickness
(inches/
mm)
Performance Summary for Cutting Mild Steel with Oxygen Plasma
Good cut quality (virtually dross free, may result in increased cut angle)
Best cut quality (virtually dross free, least cut angularity)
Requires edge start
Results will vary based on machine motion performance and material characteristics.
Presiones aproximadas durante el corte
Proceso
PG1
PG2
100A O
2
/Aire
76
17
200A O
2
/Aire
56
32
300A O
2
/Aire
72
35
400A O
2
/Aire
75
38
200A N
2
/O
2
-N
2
49
36
400A N
2
/N
2
58
30
Procesos Ancho de la sangría O
2
/Aire
Espesor
100A
200A
300A
400A
(mm)
(mm)
(mm)
(mm)
(mm)
4,8
1,4
6,4
1,6
2,4
9,5
1,8
2,8
2,7
3,3
12,7
3,0
3,0
3,4
19
3,2
3,3
3,8
25,4
3,5
4,2
Resumen de rendimiento para cortar
acero al carbono con plasma de oxígeno
La mejor calidad de corte (virtualmente sin escoria, mínima angularidad de corte)
Buena calidad de corte (virtualmente sin escoria, puede haber incremento en ángulo de corte)
Requiere iniciarse al borde.
Los resultados variarán con el rendimiento de movimiento de la máquina y característica del material.
Espesor
(pulgadas/
mm)