Recta en marcha rápida g00 recta con avance g01 f, Pág. 215, 4 t ra y e ct or ias - coor denadas car tesianas – HEIDENHAIN 530 (340 49x-07) ISO programming Manual del usuario
Página 215
HEIDENHAIN iTNC 530
215
6.4 T
ra
y
e
ct
or
ias - coor
denadas car
tesianas
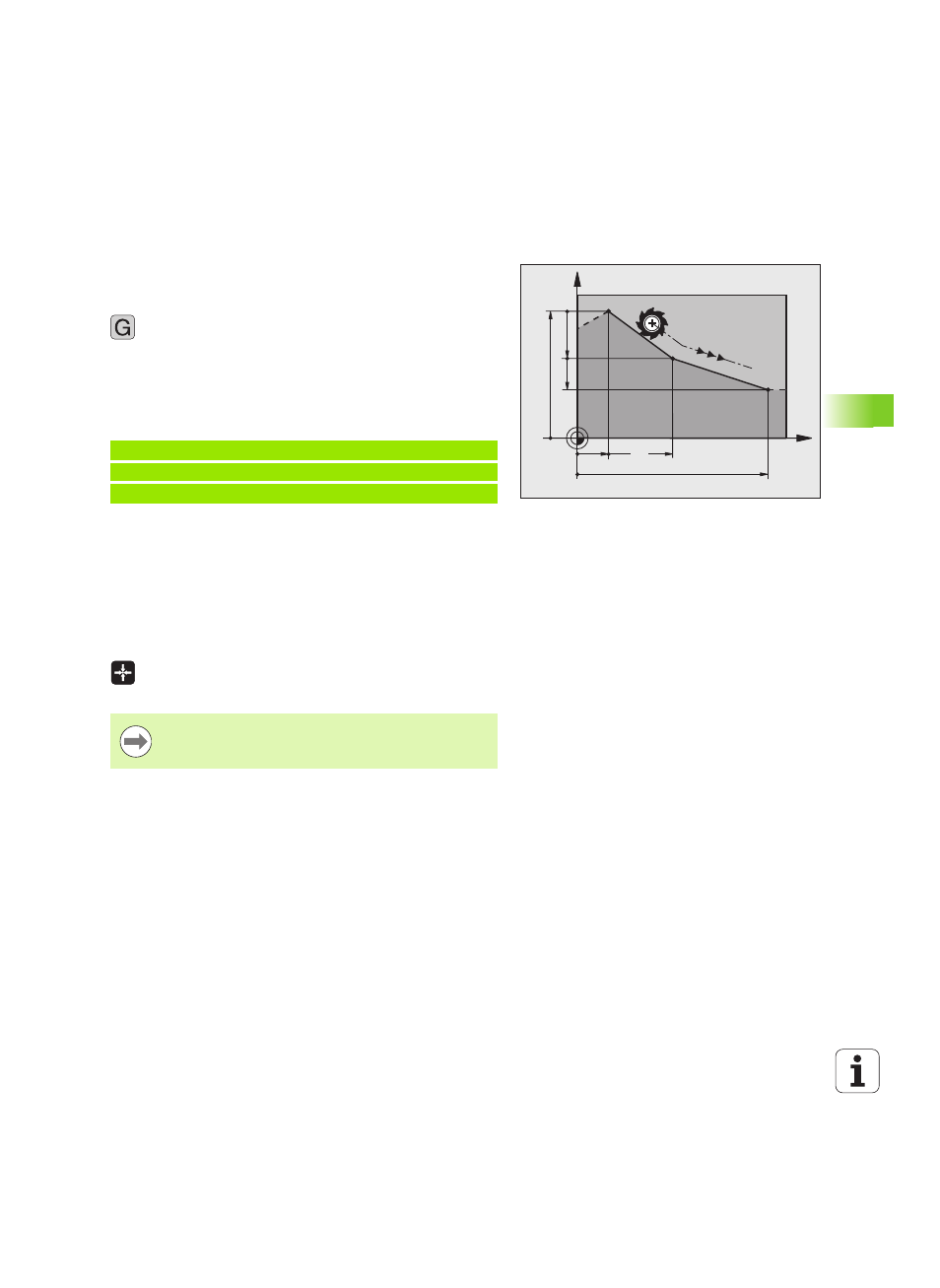
Recta en marcha rápida G00
Recta con avance G01 F
El TNC desplaza la herramienta sobre una recta desde su posición
actual hasta el punto final de la misma. El punto de partida es el punto
final de la frase anterior.
U
Coordenadas
del punto final de la recta, en caso
necesario
U
Corrección de radio G41/G42/G40
U
Avance F
U
Función auxiliar M
Ejemplo de frases NC
Aceptar la posición real
También se puede generar una frase lineal (frase G01) con la tecla
"ACEPTAR POSICIÓN REAL":
U
Desplazar la herramienta en el modo de funcionamiento manual a la
posición que se quiere aceptar
U
Cambiar la visualización de la pantalla a Memorizar/Editar programa
U
Seleccionar la frase del programa detrás de la cual se quiere añadir
la frase L
U
Pulsar la tecla "ACEPTAR POSICIÓN REAL": el TNC
genera una frase L con las coordenadas de la posición
real
X
Y
60
15
40
10
10
20
N70 G01 G41 X+10 Y+40 F200 M3 *
N80 G91 X+20 Y-15 *
N90 G90 X+60 G91 Y-10 *
La número de ejes, que el TNC guarda en la frase G01 se
determina a través de la función MOD (véase "Selección
del eje para generar una frase G01" en pág. 585).
1