3 apr o ximación y salida del cont or no – HEIDENHAIN iTNC 530 (340 49x-06) Manual del usuario
Página 212
212
Programación: Programar contornos
6.3 Apr
o
ximación y salida del cont
or
no
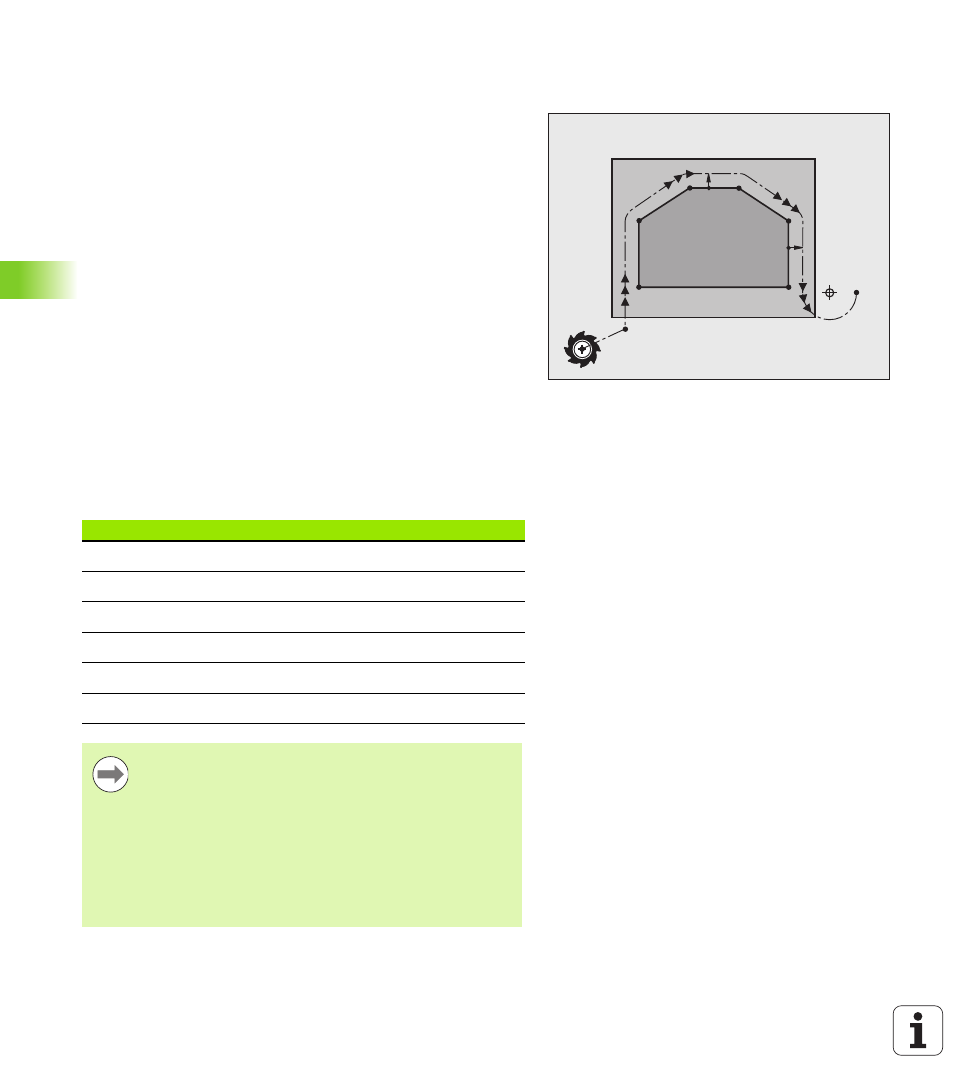
Posiciones importantes en la aproximación y la
salida
Punto de comienzo P
S
Esta posición se programa siempre directamente antes de la frase
APPR. P
s
se encuentra siempre fuera del contorno y se alcanza sin
corrección de radio (R0).
Punto auxiliar P
H
La aproximación y salida pasa en algunos tipos de trayectoria por un
punto auxiliar P
H
que el TNC calcula de la frase APPR y DEP. El TNC
se desplaza desde la posición actual al punto de ayuda P
H
con el
último avance programado. Si se ha programado en la última frase
de posicionamiento de aproximación FMAX (posicionamiento de
avance rápido), entonces tambien pasa el TNC por el punto de ayuda
P
H
en avance rápido
Primer punto de contorno P
A
y último punto de contorno P
E
El primer punto de contorno P
A
se programa en una frase APPR, el
último punto de contorno P
E
con la función de trayectoria deseada.
Si la frase APPR contiene también las coordenadas de Z, el TNC
desplaza primero la hta. al punto P
H
sobre el plano de mecanizado y
desde allí según el eje de la hta. a la profundidad programada.
Punto final P
N
La posición P
N
se encuentra fuera del contorno y se calcula de las
indicaciones introducidas en la frase DEP. Si la frase DEP contiene
también las coordenadas de Z, el TNC desplaza primero la hta. al
punto P
H
sobre el plano de mecanizado y desde allí según el eje de
la hta. a la altura programada.
P
H
RL
P
S
R0
P
A
RL
P
E
RL
RL
RL
P
N
R0
Abreviatura
Significado
APPR
en inglés APPRoach = aproxim.
DEP
en inglés DEParture = salida
L
en inglés Line = recta
C
en inglés Circle = círculo
T
Tangencial (transición constante)
N
Normal (perpendicular)
El TNC no comprueba en el posicionamiento de la
posición real al punto auxiliar P
H
si se ha dañado el
contorno programado. ¡Comprobar con el test gráfico!
En las funciones APPR LT, APPR LN y APPR CT el TNC se
desplaza de la posición real al punto de ayuda P
H
con el
avance/la marcha rápida programada por última vez. En la
función APPR LCT el TNC desplaza el punto auxiliar P
H
con el avance programado en la frase APPR. Si antes de
la frase de aproximación no se ha programado ningún
avance, el TNC emite un aviso de error.