7 rebaje inverso (ciclo 204, din/iso: g204), Desarrollo del ciclo, Tener en cuenta durante la programación – HEIDENHAIN TNC 320 (77185x-01) Cycle programming Manual del usuario
Página 77: Rebaje inverso (ciclo 204, din/iso: g204)
REBAJE INVERSO (ciclo 204, DIN/ISO: G204)
3.7
3
TNC 320 | Modo de Empleoprogramación de ciclos | 5/2014
77
3.7
REBAJE INVERSO (ciclo 204, DIN/ISO:
G204)
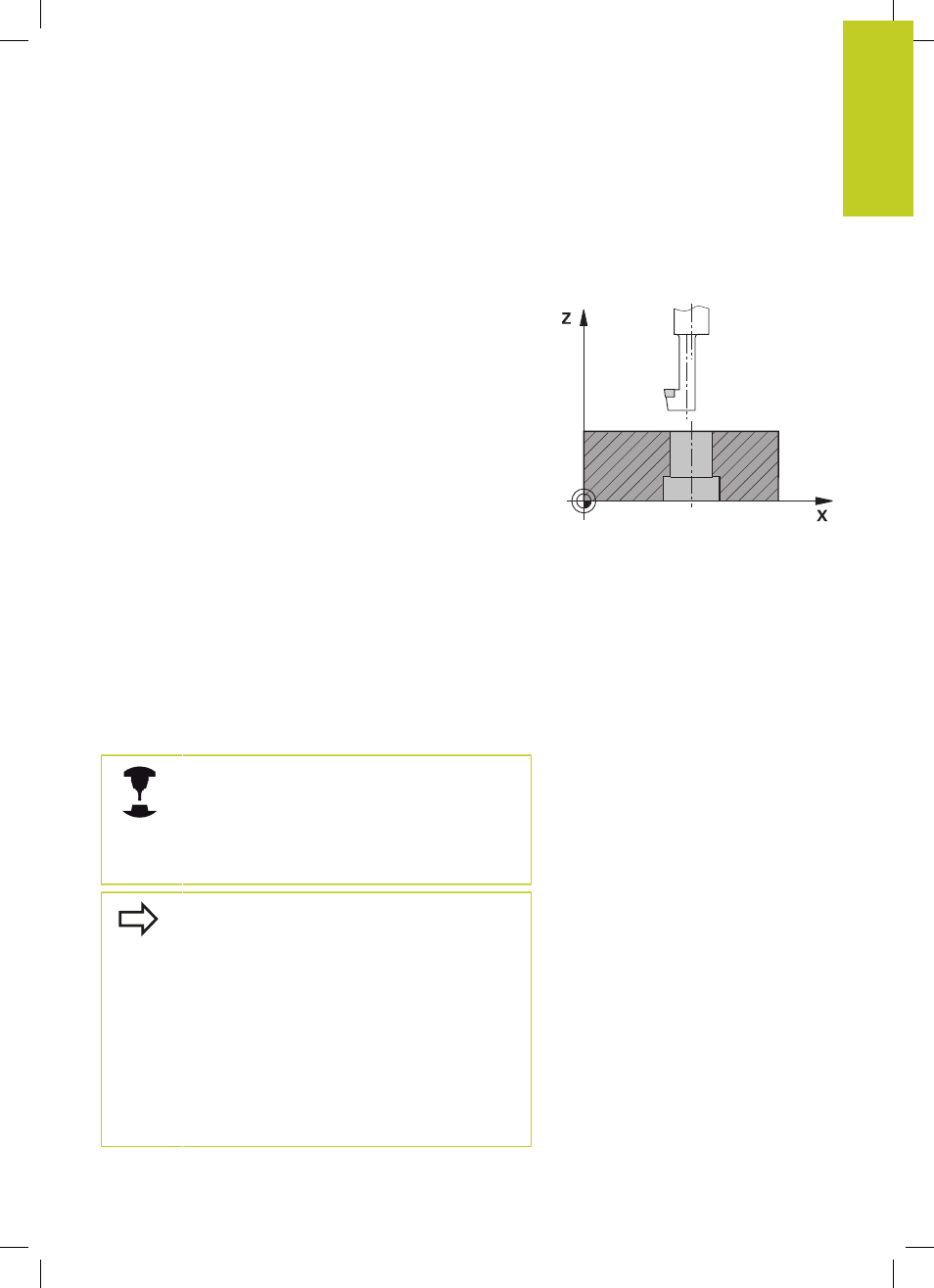
Desarrollo del ciclo
Con este ciclo se realizan profundizaciones que se encuentran en la
parte inferior de la pieza.
1 El TNC posiciona la herramienta en el eje de la herramienta
en marcha rápida
FMAX a la distancia de seguridad sobre la
superficie de la pieza
2 El TNC realiza una orientación del cabezal sobre la posición 0° y
desplaza la hta. según la cota de excentricidad
3 A continuación la hta. profundiza con el avance de
posicionamiento previo a través del taladro ya realizado
anteriormente, hasta que la cuchilla se encuentra a la distancia
de seguridad por debajo de la pieza
4 Ahora el TNC centra la hta. de nuevo al centro del taladro,
conecta el cabezal y si es preciso el refrigerante y se desplaza
con el avance de rebaje a la profundidad de rebaje programada
5 Si se ha programado un tiempo de espera, la hta. espera en la
base de la profundización y se sale de nuevo del taladro, ejecuta
una orientación del cabezal y se desplaza de nuevo según la
cota de excentricidad
6 A continuación, el TNC hace retornar la herramienta en
el avance de posicionamiento previo hasta la distancia de
seguridad y desde allí – en el caso de que se haya programado –
con
FMAX hasta la 2ª distancia de seguridad
¡Tener en cuenta durante la programación!
Tanto la máquina como el TNC deben haber sido
preparados por el fabricante de la máquina.
Ciclo aplicable sólo a máquinas con cabezal
controlado.
El ciclo solo trabaja con herramientas de corte
inverso.
Programar la frase de posicionamiento sobre el
punto de partida (centro del taladro) en el plano de
mecanizado con corrección de radio
R0.
El signo del parámetro Profundidad determina la
dirección del mecanizado en la profundización.
Atención: El signo positivo profundiza en dirección al
eje de la hta. positivo.
Introducir la longitud de la hta. de forma que se mida
la arista inferior de la misma y no la cuchilla.
Para el cálculo de los puntos de partida de la
profundización, el TNC tiene en cuenta la longitud de
las cuchillas de la barra de taladrado y la espesor del
material.