Tener en cuenta durante la programación – HEIDENHAIN TNC 320 (77185x-01) Cycle programming Manual del usuario
Página 244
Ciclos de mecanizado: Planeado
10.5
FRESADO PLANO (Ciclo 233, DIN/ISO: G233)
10
244
TNC 320 | Modo de Empleoprogramación de ciclos | 5/2014
Estrategia Q389=4
4 Después la herramienta se desplaza con el
avance al fresar
programado, con un movimiento de aproximación tangencial
hasta el punto de partida de la trayectoria de fresado.
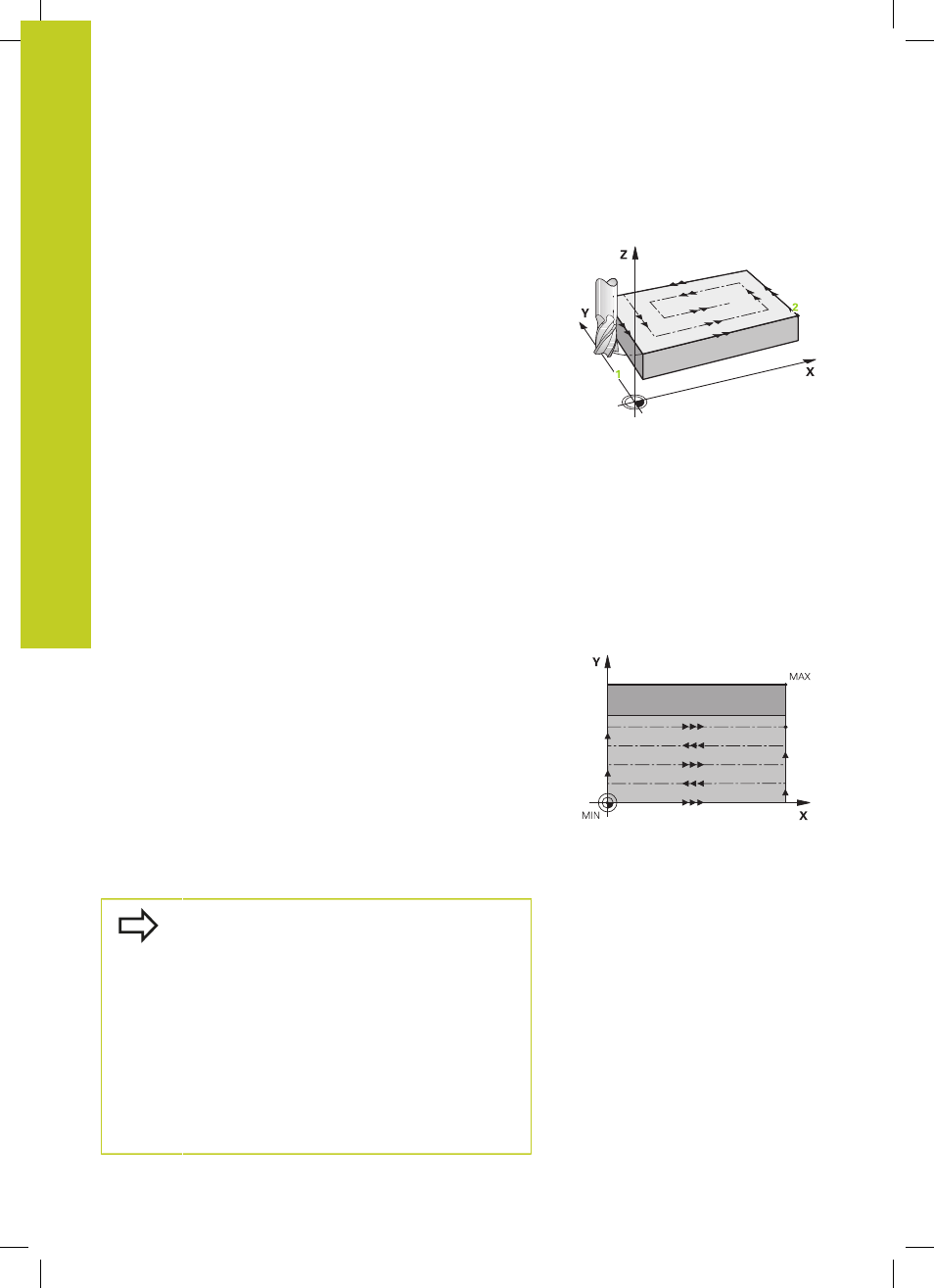
5 El TNC mecaniza la superficie plana en el avance al fresar desde
el exterior hacia el interior con trayectorias de fresado cada
vez más cortas. Gracias a la aproximación lateral constante, la
herramienta está atacando permanentemente.
6 El proceso se repite hasta mecanizar completamente la
superficie programada. Al final de la última trayectoria, el TNC
posiciona la herramienta en marcha rápida
FMAX volviendo al
punto de partida
1
7 En el caso de que sean necesarias varias aproximaciones, el
TNC desplaza la herramienta con avance de posicionamiento
en el eje de la herramienta hasta la siguiente profundidad de
aproximación
8 El proceso se repite hasta que se hayan ejecutado todas las
aproximaciones. En la última aproximación, en el avance de
acabado se fresará únicamente la sobremedida de acabado
programada.
9 Al final, el TNC hace retirar la herramienta con
FMAX hasta la
2ª distancia de seguridad
Límite
Con los límites se puede delimitar el mecanizado de la superficie
plana, por ejemplo para tener en cuenta paredes laterales o
escalones en el mecanizado. Una pared lateral definida por un
límite se mecaniza a la medida resultante del punto de partida o de
las longitudes laterales de la superficie plana. En el mecanizado de
desbaste el TNC tiene en cuenta el lado de sobremedida – en el
proceso de acabado la sobremedida sirve para el posicionamiento
previo de la herramienta.
¡Tener en cuenta durante la programación!
Preposicionar la herramienta sobre el punto de
partida en el plano de mecanizado con corrección de
radio
R0. Debe tenerse en cuenta la dirección del
mecanizado.
El TNC preposiciona la herramienta en el eje de
la herramienta de forma automática.
2ª Tener en
cuenta la 2ª
Distancia de seguridad Q204.
Introducir la
2ª distancia de seguridad Q204 de
forma que no se pueda producir ninguna colisión con
la pieza o la sujeción.
Si el punto de inicio 3er eje Q227 y el punto final
3er eje Q386 introducidos son iguales, el TNC no
realizará el ciclo (Profundidad = 0 programado).