3 apr o ximación y salida del cont or no – HEIDENHAIN TNC 320 (340 55x-05) Manual del usuario
Página 169
HEIDENHAIN TNC 320
169
6.3 Apr
o
ximación y salida del cont
or
no
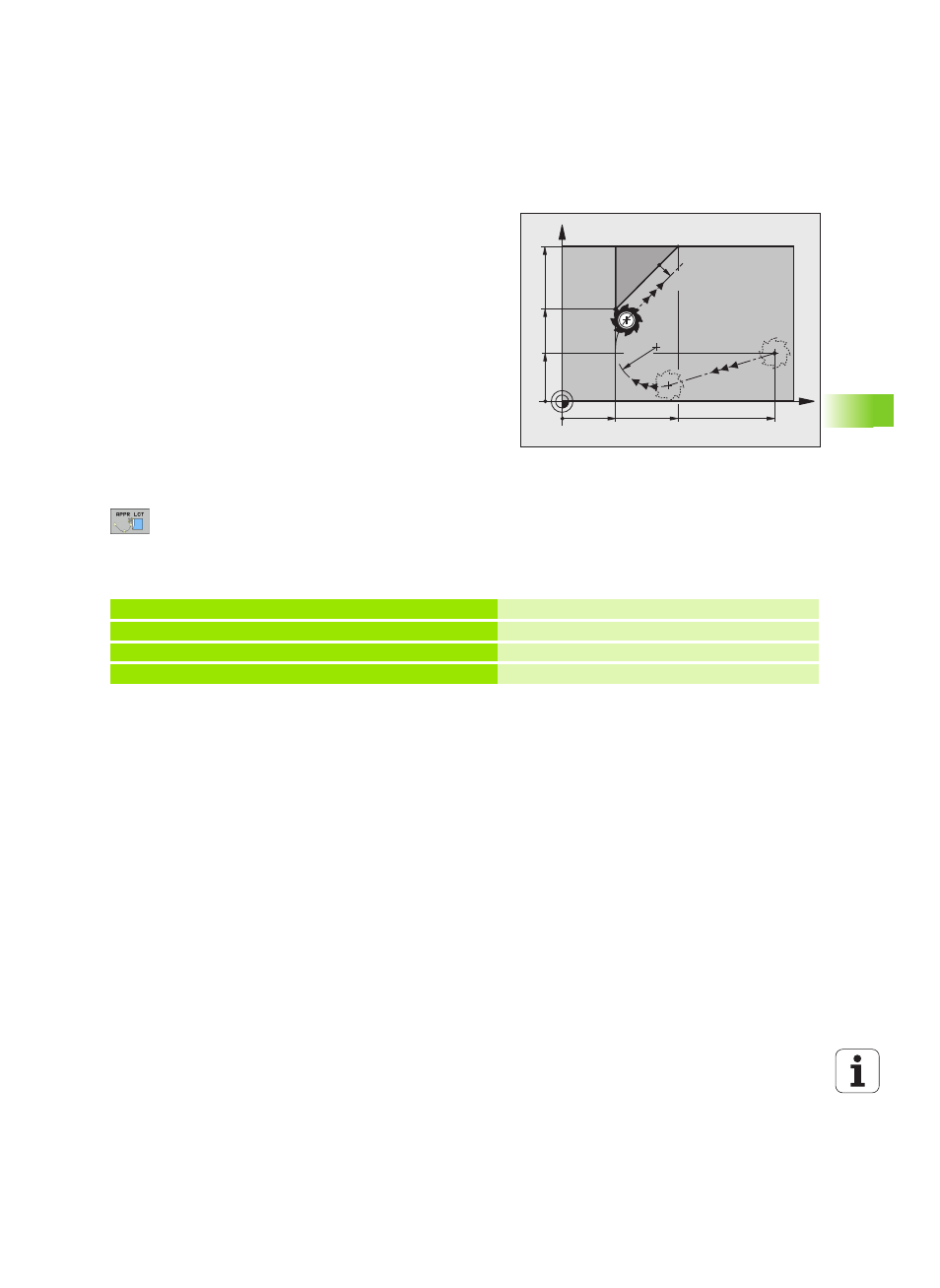
Aproximación según una trayectoria circular
tangente al contorno y a una recta: APPR LCT
El TNC desplaza la herramienta según una recta desde el punto de
partida P
S
a un punto auxiliar P
H
. Desde allí se aproxima según una
trayectoria circular al primer punto del contorno P
A
. El avance
programado en la frase APPR es válido para todo el tramo que el TNC
recorre en la frase de arranque (tramo P
S
– P
A
).
Si se han programado en la frase de arranque las tres coordenadas del
eje principal X, Y y Z, entonces el TNC recorre desde la posición
definida antes de la frase APPR en los tres ejes simultáneamente
hasta el punto de ayuda P
H
y, a continuación desde P
H
hacia P
A
sólo
en el plano de mecanizado.
La trayectoria circular conecta tanto la recta P
S
- P
H
como el primer
elemento del contorno tangencial. De esta forma la trayectoria se
determina claramente mediante el radio R.
U
Cualquier tipo de trayectoria: aproximación al punto de partida P
S
U
Abrir el diálogo con la tecla APPR/DEP y la softkey APPR LCT :
U
Coordenadas del primer punto de contorno P
A
U
Radio R de la trayectoria circular. Introducir R positivo
U
Corrección de radio RR/RL para el mecanizado
Ejemplo de frases NC
X
Y
10
20
P
A
RR
P
S
R0
P
H
RR
RR
40
10
R10
35
20
7 L X+40 Y+10 R0 FMAX M3
P
S
sin aproximación a la corrección de radio
8 APPR LCT X+10 Y+20 Z-10 R10 RR F100
P
A
con corr. del radio RR, radio R=10
9 L X+20 Y+35
Punto final del primer elemento de contorno
10 L ...
Siguiente elemento de contorno