Pág. 66 – HEIDENHAIN iTNC 530 (340 49x-02) Pilot Manual del usuario
Página 66
66
Definición
d
e
mecanizado
s
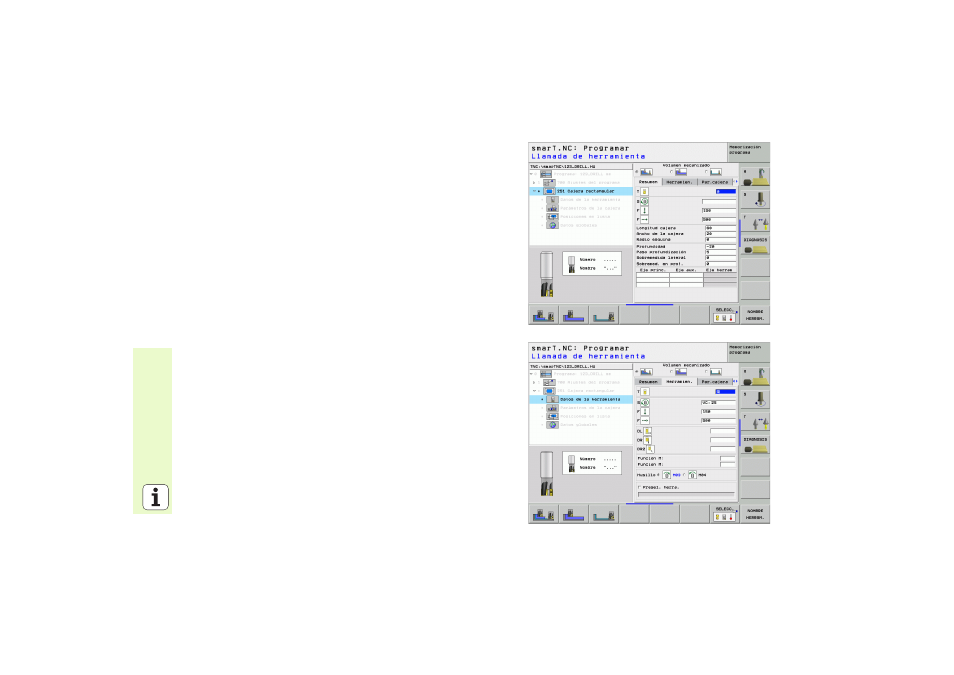
Unit 251 Cajera rectangular
Parámetros en el formulario resumido:
8
Tipo de mecanizado
: desbaste y acabado, seleccionar sólo desbaste o
sólo acabado mediante softkey
8
T
: Número o nombre de herramienta (conmutable mediante softkey)
8
S
: nº de revoluciones de cabezal [r.p.m.] o velocidad de corte [m/min]
8
F
: avance al profundizar [mm/min], FU [mm/U] o FZ [mm/diente]
8
F
: avance de fresado [mm/min], FU [mm/U] o FZ [mm/diente]
8
Longitud de cajera
: longitud de la cajera en el eje principal
8
Anchura de cajera
: anchura de la cajera en el eje transversal
8
Radio de esquina
: si no está introducido, smarT.NC acepta el radio de
la herramienta
8
Profundidad
: profundidad final de la cajera
8
Profundidad de paso
: medida, según la cual la hta. penetra cada vez en la pieza
8
Sobremedida lateral
: sobremedida de acabado lateral
8
Sobremedida de profundidad
: sobremedida de acabado en profundidad
8
Posiciones de mecanizado (véase "Definición de posiciones de
mecanizado" en pág. 111.)
Parámetros adicionales en el formulario detallado Tool:
8
DL
: longitud delta para la herramienta T
8
DR
: radio delta para la herramienta T
8
DR2
: radio delta 2 (radio de la esquina) para la herramienta T
8
Función M
: cualquier función auxiliar M
8
Cabezal
: dirección del cabezal. smarT.NC fija de forma estándar M3
8
Preselección de hta.
: en caso necesario, número de la próxima herramienta
para la aceleración del cambio de herramienta (según la máquina)