Piezas de recambio, Herramientas y materiales adicionales, Cuadro de especificaciones 2 preparación del casco – Airmar High-Performance Fairing Manual del usuario
Página 4
35 Meadowbrook Drive, Milford, New Hampshire 03055-4613, USA
•
www.airmar.com
4
Copyright © 2004 - 2015 Airmar Technology Corporation. Todos los derechos reservados.
NOTA: Si el tapón triangular queda ligeramente hundido con
respecto a la barquilla, rellene el hueco con sellador. El tapón
debe quedar embutido A RAS de la barquilla para no afectar a las
prestaciones.
8. Cuando el barco navegue, especialmente a alta velocidad, el agua
entrará por cualquier hueco e incidirá contra la barquilla con una fuer-
za considerable que puede hacerla girar. Rellene con sellador marino
todos los huecos que haya entre la barquilla y el casco. Si hay algún
hueco de más de 3 mm (1/8"), cambie la barquilla. Elimine el exce-
so de sellador en el exterior de la barquilla y del casco para que no
haya turbulencias en el flujo de agua sobre transductor.
9. Siga las instrucciones de instalación suministradas con el transduc-
tor, comenzando por "Colocación y conexión del cable".
Instalación en un casco de sandwich de fibra
de vidrio
El núcleo (madera o espuma) se debe cortar y sellar con cuidado.
Es necesario proteger el núcleo contra la infiltración de agua y refor-
zar el casco para que no se aplaste bajo la tuerca, con lo que el
casquillo se soltaría.
Herramientas y materiales adicionales
Brocas y brocas huecas (véase el cuadro de especificaciones 2)
Cilindro
Cera
Cinta
Epoxi de moldeo
Cuadro de especificaciones 2
Preparación del casco
PRECAUCIÓN: Sellar completamente el casco para impedir que se
filtre agua al núcleo del sandwich.
1. Perfore un orificio de guía de 3 mm o 1/8" perpendicular a la línea de
flotación desde el interior del casco (figura 4). Si hay algún refuerzo,
espárrago u otra irregularidad del casco cerca de la ubicación selec-
cionada, perfore desde fuera. (Si perfora el orificio en un lugar incor-
recto, vuelva a perforar en una ubicación más adecuada. Aplique cinta
de pintor en el exterior del casco sobre el orificio incorrecto y rellénelo
con epoxi.)
2. Con una broca o broca hueca de la medida adecuada, perfore un orificio
desde el exterior del casco y solamente a través del forro exterior (véase
Modelo
Broca/broca
hueca para
el
transductor
(forro
exterior)
Medida mínima
de la broca/broca
hueca para el
transductor
(forro interior del
casco de
sandwich)
Broca para el
perno
antirrotación
(forro
exterior)
Medida mínima
de la broca para
el perno
antirrotación
(forro interior del
casco de
sandwich)
B45
SS505
22mm
o 7/8"
38mm o 1-1/2"
11mm o 7/16"
25mm o 1"
B258
B271W
B285HW
B285M
SS258
30mm
o 1-3/16"
50mm o 2"
14mm o 9/16"
30mm o 1-1/4"
B260
B265LH
B265LM
B275LHW
SS260
SS270W
33mm
o 1-5/16"
50mm o 2"
14mm o 9/16"
30mm o 1-1/4"
B744V
B744VL
B765LH
B765LM
B785M
51mm
o 2"
65mm o 2-5/8"
11mm o 7/16"
25mm o 1"
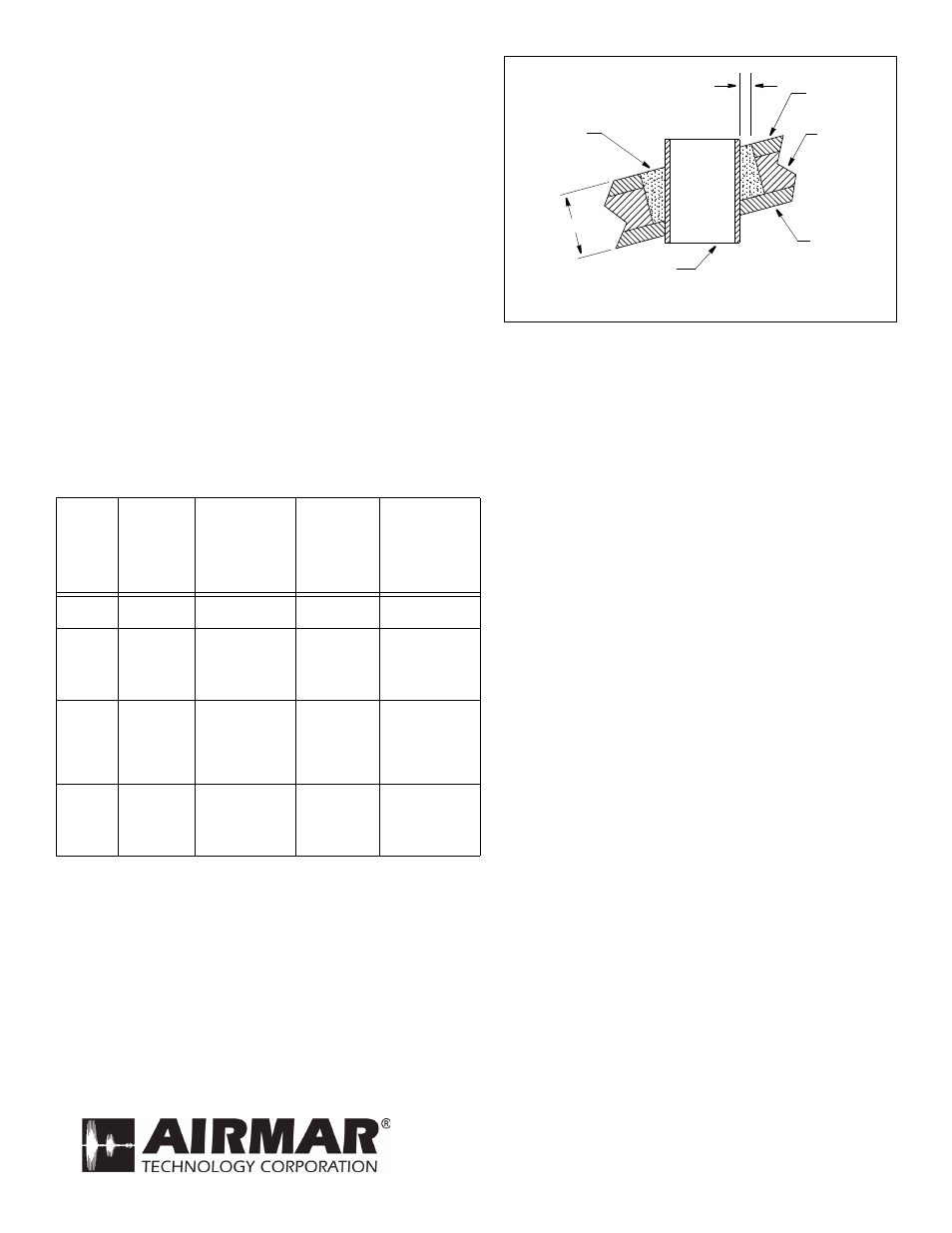
hull
Forro exterior
Cilindro macizo
Introducir epoxi
de moldeo
Núcleo
Forro interior
Figura 4. Preparación de casco de sandwich de fibra de vidrio
el cuadro de especificaciones 2). Debe sostener el taladro a plomo,
de modo que el orificio sea perpendicular a la superficie del agua.
3. El diámetro óptimo interior del orificio depende del espesor del
casco y del ángulo de pantoque. El diámetro debe ser lo bas-
tante grande para que el núcleo quede completamente sellado.
Con una broca o broca hueca de la medida adecuada, perfore el
forro interior y la mayor parte del núcleo desde el interior del
casco, manteniendo el taladro perpendicular al casco (véase el
cuadro de especificaciones 2). El material del núcleo puede ser
muy blando. Aplique poca presión a la broca hueca después de
atravesar el forro interior para no perforar de forma accidental el
forro exterior.
4. Extraiga el material cortado del núcleo de manera que el interior
del forro exterior y el núcleo interior del casco queden totalmente
expuestos. Lije y limpie el forro interior, el núcleo y el forro exte-
rior en torno al orificio.
5. Revista con cera un cilindro hueco o macizo del diámetro ade-
cuado y fíjelo con cinta adhesiva. Rellene el espacio entre el ci-
lindro y el casco con epoxi de moldeo. Cuando el epoxi esté
seco, retire el cilindro.
6. Lije y limpie el área en torno al orificio, por dentro y por fuera,
para que el sellador se adhiera correctamente al casco. Si hay
algún residuo de petróleo en el interior del casco, elimínelo con
un detergente doméstico suave o un disolvente flojo, por ejem-
plo alcohol, antes de lijar.
7. Siga el mismo procedimiento para preparar el casco para el
perno antirrotación ("Instalación en casco de sandwich de fibra
de vidrio", pasos 2 a 6).
8. Proceda a la instalación, comenzando por "Corte de la barquilla"
en la página 2.
Piezas de recambio
Obtenga las piezas a través del fabricante del instrumento o en
un establecimiento de efectos navales.
Gemeco
Tel: 803-693-0777
(USA)
Fax:
803-693-0477
email:
Airmar EMEA
Tel:
+33.(0)2.23.52.06.48
(
Europa, Oriente Medio, África
) Fax:
+33.(0)2.23.52.06.49
email:
Copyright © 2005 Airmar Technology Corp.
o hueco
Dimensión igual al
espesor del forro
exterior del casco
para asegurar una
holgura adecuada